



VMCL600立式Jjo-r中心故障维修实例
2016-8-10 来源:中国电子科技集团公司第五十五研究所 作者:成家平
摘要:VMCL600数控立式加工中心Y430系统报警故障,设备基本结构和工作原理,y轴电机过热报警的原因和排除思路。
关键词:JjnT中心;温度传感器;编码器OOI
0、概述
VMCL600精密立式加工中心,采用FANUC一0i—MD数控系统,配装FANUC伺服驱动模块、FANUC电源模块、I/O模块、台湾吉普圆盘式刀库、ATC自动换刀装置等。加工中心3轴联动控制,如选用数控转台,可扩大为4轴控制,实行多面加工。主传动采用德国SIEMENS主轴伺服电机,进给系统采用全数子德国SIEMENS交流伺服电机,并装有同轴编玛器,构成位置及速度信息反馈半闭环伺服控制系统,保证了机床加工时定位定位精度和工作精度。设备结构合理、性能优越、广泛应用于精密数控加工及其相关行业中。
加_丁中心正常运行较长时间后,突然出现故障,开机显示屏出现Y430系统故障报警,查报警内容为y轴电机过热报警,重新启动及断电再开机后故障依然存在。
1、故障分析
设备显示电机过热,而过热一般是由机械过载和电气原因造成,接下来需要对这两方面逐个排查。机械过载方面需要检查y轴滑板的镶条是否过紧,滑板和床身导轨之间的摩擦力是否增大从而使电机运转困难,工作台滚珠丝杆间隙是否过小导致丝杆轴承损坏,工作台导轨是否弯曲变形或润滑不畅,滚珠丝杆和托架是否同心,滚珠是否磨损造成丝杆过紧等。电气原因需要排查电机三相绕组阻值是否异常,三相绝缘电阻是否异常,伺服驱动模块输出波形是否异常,电源模块输入电压及输出电压是否异常,电机冷却风扇是否损坏等。维修思路分析见图1。
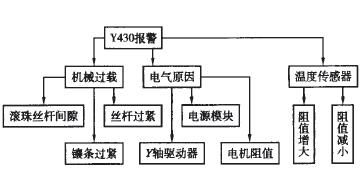
图1维修思路
首先确认机械过载:在停电状态下手动正反向转动y轴滚珠丝杆,移动y轴工作台,发现其移动灵活,不存在异常。其次确认电气原因:检查y轴驱动器无报警内容,用万用表电压挡测电源模块三相交流输入电压210 V、输出直流电压300 V正常,功率模块IGBT管正反向电阻正常、示波器测其正弦波形正常无畸变形象,电机三相绕组阻值和绝缘阻值正常,手模电机外壳温度正常。机械与电气排查均未见异常,怀疑为设备误报警。大多数控制系统都将温度传感器(俗称热敏电阻)作为电机过热保护器,以该加工中心为例,其y轴电机的定子绕组埋置一只负温度系数温度传感器,其阻值随电机温度变化而变化,可对电机工作时定子绕组温度进行检测与反馈。当电机温度异常时,该阻值超出正常阈值,CNC控制系统监控功能检测该点电压异常,立刻通过I/O模块,输出报警代码,同时设备不再动作,以避免电机过热导致绕组短路甚至烧毁。
根据上述反馈原理,如果电机的温度传感器阻值出现偏差,有可能误触发报警。经查该传感器型号为专用于电机热保护领域的德国西门子KTY84,可通过德国海德汉增量式编码器直接反馈信号到驱动模块再反馈到CNC控制系统。经准确测量该电机的温度传感器阻值为69 k1),与正常值(86 k11)相差17 k1),过低。反馈与检测信号流程见图2。

图2反馈与检测信号流程
故障原因:由于设备长期工作造成负温度系数温度传感器的电阻值下降,导致CNC控制系统监控功能误认为y轴电机温度异常从而使I/O模块输出报警信息到CNC控制系统,同时加工中心停机报警。
2、解决问题
找到原因且将不良再现后,需对症下药。将编码器外壳打开,首先用万用表电压挡检测编码器直流5 v电压正常,手动转动滚珠丝杆,示波器检测其零脉冲、A*A、B*B、正弦波形、余弦波形正常,利用PBC板空余之处,将一只阻值17 kfl金属膜电阻与阻值69 k1)的原电机内部的温度传感器串联,焊接完毕并清洗干净,使之总阻值达到86 kll的正常值。装上电机尾盖,开机系统不再报警,故障代码消失。将y轴1320参数由10000改为99999,手动模式下移动机床3轴参考点正常归零,在POS模式下,打开监视负载画面,手动点击键盘,使y轴工作台两边移动,观测y轴负载MVAE图,负载运行正常,设备可重新投入使用。
3、结论
分析与处理结果表明,当电机内置温度传感器因长期工作或环境因素,阻值会出现偶发性不良,与正常数值相比存在较大差异,导致CNC系统误发出报警信息,设备不工作。可串联或并联外接电阻,使总阻值达到正常值,以消除报警信息,恢复设备正常工作。
该维修方法的前提是电机无机械过载和其他电气故障,温度传感器阻值变化<30%,>30%后如果采用此方法,温度传感器模块T-R曲线的斜率会发生较大变化,失去保护电机过热的能力)。在无法更换或大幅度维修电机时,此法可作为类似故障有效的应急措施。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

