



虚拟轴数控加工中心主轴定向的调整与研究
2017-2-22 来源:沈阳飞机工业(集团)有限责任公司 作者:李林
摘要:在数控机床领域,并联数控机床(在国内)被称作虚拟轴数控JJn-r_de心,简称为“虚拟轴”。虚拟轴机床根据数学理论使3个z轴配合运动合成出A、日轴。虚拟轴数控加工中心的电主轴在维护保养后,需要对其主轴定向进行调整。结合虚拟轴主轴的特点,使用自制特殊检具,配合刀库运动,调整机床参数,完成虚拟轴加工中心主轴定向的调整。
关键词:虚拟轴数控加工中心;电主轴;定向调整
虚拟轴数控加工中心是一个跨时代的超越,为数控机床的研究和发展起到了重要作用。它的响应速度更快、精度更高、刚性更大。由于它具有上述优点,所以成为国际各个机床厂家研发生产的重点。虚拟轴在进行定期的专业维护保养时,需要对电主轴进行拆卸、保养、安装和调试。做好主轴定向调整工作能够更好地优化设备,提高机床的生产效率。所以,对它进行研究是个重要的课题。
1.虚拟轴数控Jjn-r中心的意义
串联数控机床零件的制造误差、机械结构部件之间的传动误差、受力造成的变形误差会相互叠加,影响机床的力n-r.精度.同时,承重导轨产牛的摩擦阻力工也限制了机床的加工速度。机床生产厂家进行了一次全新的尝试,使用机床软件和电子装置代替机械部件,减少了传统设备的叠加误差。伺服电机控制各个连杆的长度,可以迅速实现主轴头的位置变动.获了比传统设备更快的进给速度。主轴头上的线性导轨既是传动部件又是支撑部件,这样的结构提高了机床的整体刚性。所以,虚拟轴数控加工中心的设计可谓是全新的突破,为数控加工技术带来了革命性的改变。
2.虚拟轴数控Jjn-r中心的运动学原理简介
设主轴端面的转动中心用。一xyz坐标系表示.工作台的工件坐标用O—XYZ坐标系表示,2个坐标系方向一致.如图1所示.
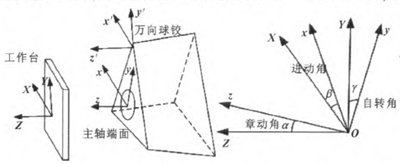
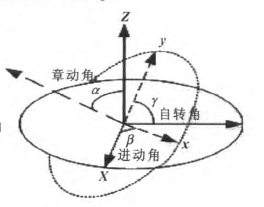
图1 主轴转动中心相对于工作台坐标的欧拉角模型
工作台上的坐标系描述为Q=[x,y,z]T。主轴转动中心的坐标系描述为r=[省,,,,彳]TO万向球铰坐标系为P=[茗’,Y’,彳’]。主轴转动中心O一彬坐标系相对于工作台坐标O—XYZ坐标系,用欧拉角来描述。万向球铰坐标系Ot--X~Y z’相对于主轴转动中心坐标系。一xyz坐标系,同样用欧拉角来描述。欧拉角是唯一确定定点转动物体位置的3个一组独立的角参量(由章动角、进动角和自转角组成)。一个物体的取向,从一个坐标系,做3个欧拉角的旋转而设定的。所以,物体的取向可以用3个基本旋转矩阵复合而成。
当旋转主轴头、主轴转动中心。一xyz坐标系发生转动。与0一XYZ坐标系的z方向章动角成a角,与旋转后的。一xyz坐标系的茗轴进动角成JB角,与Y轴自转角成y角。非线性齐次转换矩阵方程为:r×Q,得出主轴转动中心坐标系相对于工作台坐标系位置。同理,利用欧拉角原理,根据非线性齐次转换矩阵方程:TxP。得出万向球铰坐标系相对于主轴转动中心坐标系位置。可以求出各个万向球铰在0一XYZ中的坐标。每一个万向球铰都和一个Z轴相连。所以,知道一个工作台上的坐标点,就可以得出3个z轴的位置和长度。
3.ECOSPEED系列虚拟轴数控加工中心
德国DST公司开发的ECOSPEED系列虚拟轴数控加工中心,在主轴头上面的开发非常成功。sprint Z3型主轴头使用的是并联三轴机构,是一个全新的突破,如图2所示。
主轴头的轴向线性导轨在箱式圆柱体内壁上按照1200进行装配,每个线性导轨上都有一个能够前后移动的滑动块。万向球铰与滑动块前端相连,另一端与主轴端面平台相连接。根据虚拟轴数控加工中心的运动学原理。轴向线性导轨上的3个滑动块同步运动,则主轴沿着Z轴方向前后运动。3个滑动块不同步运动.就实现了A轴和B轴在±400范围内的摆动。
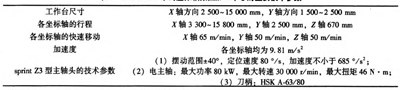
表l ECOSPEED系列虚拟轴数控加工中心的主要技术参数
作者以DST公司的ECOSPEED系列虚拟轴数控加工中心为例,对其主轴定向进行调整和研究。
4.虚拟轴数控加工中心主轴定向的调整
定向控制就是主轴能够准确地停止在刀具安装位置上,以便在该位置进行刀具更换。主轴定向如果不准确,那么刀具安装和更换就无法进行。错误的主轴定向位置会撞坏换刀爪。会撞坏刀具检测开关,会损坏主轴头松卡刀的模拟量开关,对机床有很严重的损坏。做好主轴定向调整工作能够更好地优化设备,提高机床的生产效率。对虚拟轴主轴定向进行调整,要根据虚拟轴运动学原理。在保证机床摆角的精度前提下才能进行。
如果虚拟轴的零位参考点发生错误时,要取消主轴的旧的基准点,需要对SIEMENS 840D系统的机床数据进行修改:Start up-+Machine data—A】【is data_选择sP轴_+选择参数MD34090-+将参数更改为0。在调节虚拟轴的主轴定位时,确保虚拟轴的A/B摆角的角度为00。在机床MDI方式下输入指令:G0;A0;B0;M11150001;M02。执行MDI中的指令文件后,手动将主轴旋转一周,旧的参考点取消,SP轴参数MD34090=0设置生效。
调整虚拟轴的主轴定向,需要使用专用测量刀具和千分表来校正。在主轴头上安装专用测量刀具,使用手持单元将刀库门打开,选择Q6轴的“+”向,将机床换刀臂手动开出,在接近测量点的适当位置停止。将千分表固定吸附在换刀爪上,把表针打在专用ECOSPEED系列虚拟轴数控加工中心的主要技术参数见表1。
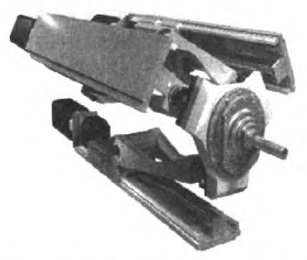
图2德国DST公司开发的ECOSPEED系列虚拟轴数控加工中心
测量刀具的测量平面上。使用手持单元将专用测量刀具沿着y轴方向上下移动,进行测量。手动微调主轴角度,保证测量偏差控制到1¨m以内,记录主轴的角度变化值。如图3所示。
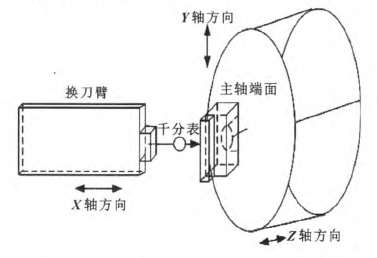
图3虚拟轴数控加工中心主轴定向的校准
校正好主轴位置后。把主轴角度的变化值R减去900输人到SP轴的参数MD 34090中,如果尺值小于90。,输人数值为(3600—R)一900。在机床MDI方式下输入指令:MIll50001;M02;PARAUM2;SPOS=0。执行MDI中的指令文件,主轴定向调整角度R值设定完成。在执行换刀的时候,虚拟轴的主轴会先旋转尺角度。和刀具在主轴头上的装配位置相符,完成虚拟轴主轴定向的调整。
使用手持单元将刀库门打开,选择Q6轴的“+”向,将机床换刀臂手动开出,在接近测量点的适当位置停止。在主轴头上安装刀具,手动微调主轴角度,保证主轴上的刀具位置与刀爪上的刀具位置完全相符,记录主轴的角度值R。虚拟轴的自动换刀位置在机床文件WZW PAR中,程序段为POS—SPI=135。完成主轴定向角度需要将程序段POS—SPI的135改为R。
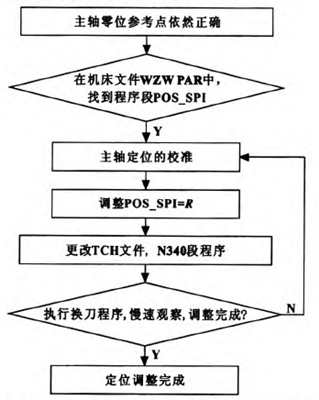
图4虚拟轴数控加工中心主轴定向调整的流程图修改机床自动换刀TCH文件。更改N340程序段
为PARAUM2 SPOS=POS—SPI。执行自动换刀程序,慢速观察。完成虚拟轴数控加工中心主轴定向的调整工作。虚拟轴数控加工中心主轴定向调整2种方法的流程图如图4。
5.结论
以德国DST公司开发的ECOSPEED系列虚拟轴数控加工中心为分析对象,对虚拟轴数控加工中心的主轴定向调整技术进行了初步探索和研究。对深入了解虚拟轴数控机床的使用、保养和维护提供了一定理论基础,对虚拟轴数控加工中心主轴头的现场调试工作具有一定的实践指导意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

