



DIXI DHP50加工中心常见故障解决
2019-3-20 来源: 天津机电职业技术学院 作者: 王艳君
【摘 要】 DIXI DHP50机床是瑞士生产的高精密数控加工中心,机床一旦出现故障停机将会造成很大的经济损失。为满足生产需要,该数控设备经常24小时工作,随着数控设备工作时长增加,其故障也会频繁发生。为保证生产的顺利进行,杜绝同类故障的再次发生,我们应该知道故障产生原因,并且要彻底解决故障。介绍DIXI DHP50数控机床3例故障的原因分析及排除方法。
【关键词】 加工中心;机床排故;自动换刀机构;交换工作台
1 、前言
DIXI DHP50 数控加工中心采用 FANUC18i 数控系统,四轴联动加工中心,其中X、Y、Z三轴采用直线光栅尺作为位置检测元件,B 轴采用圆光栅尺作为角度检测元件。另外刀库中 X′ 、Y ′ 轴采用电机所带绝对编码器进行反馈。现将机床运行过程中出现的故障与排除方法做以介绍。
2 、故障维修
2.1 ATC系统故障
当该机床执行M06指令时,X、Y、Z轴均可以在规定时间内到达位置,但机床刀库侧却没有响应,机床操作界面无报警和故障提示,此时ATC换刀循环指示灯持续闪烁,提示机床换刀正在
进行中。
根据现场提示可知,机床长期处于换刀过程中未结束,导致后续动作无法进行。排查机床故障可知,该故障产生的主要原因是换刀过程中某一信号检测状态不正常,造成刀库中机械手向刀库侧装刀时中途停止,换刀动作不执行,后续动作不能完成,持续提示正在换刀中。
针对该机床故障解决需要按如下步骤进行:在机床操作面板上按KEY.EXT 键 → 按机床显示屏幕下方SYSTEM CONFIG所对应的操作软件 →按机床显示屏幕下方 ATC 所对应的操作软件进入 ATC 界面,将该界面中 MANUAL MODE ONLY 和MAINTENCE MODE 项中的 NO 改为 YES,更改时需要输入密码(该机床密码为 0000),并翻页找到 JOG/STEP 项,将该项的NO 改为 YES,然后按左边扩展键直到屏幕下方软件栏中显示TOOLS MNGT ,将其选中之后,在新出的界面按下 MANUALFCT 所对应的键,在新出画面中找到 OPEN ROBOT JAW 选项,让一名维修人员到刀库侧用手扶住 ROBORT 中的刀具,另外一名维修人员在前面系统操作面板上对 OPEN ROBOT JAW 项进行 EXEC 操作,此时 ROBORT 会打开,维修人员将刀具取出,然后将操作面板上的选择方式选为手动状态(此时机床倍率开关一定不能放到0位),然后在机床刀库侧的操作面板上执行X‘+或X’-以及Y‘+或Y’-操作,将ROBORT运行到刀库中间位置附近即可(坐标轴数据约为 x‘:756,Y’:0),然后将 OPEN ROBOTJAW 界面中选中 Z ATC TO MIDDLE POS 项并进行 EXEC 操作,翻到下一页界面中选中 T CAR TO MIDDLE 项并进行 EX-EC 操作。所有操作完成之后必须将 MANUAL MODE ONLY 和MAINTENCE MODE 以及 JOG/STEP 三项中的 YES 恢复为 NO,更改时仍需要输入密码,然后再进行换刀操作即可。原先从ROBORT 中取下的刀具需要从刀库表中卸掉,进行重新装载才能调用。
若 在 维 修 中 出 现 将 MANUAL MODE ONLY 和 MAIN-TENCE MODE 以及 JOG/STEP 三项中的 NO 改为 YES 后,且在手动状态机床倍率开关不为 0 的情况下,在刀库后侧运行 X’或Y’时机床没有反应。此时应该在 ATC 界面中找到 ATC AXESREFERENCE X ATC reference set: YES Y ATC reference set:YES 并将相应轴的参考点取消(即将 YES 改为 NO),参考点没有了 相应的轴可以自由活动,这时候可以将 ROBORT 开出来,然后重新设置参考点。
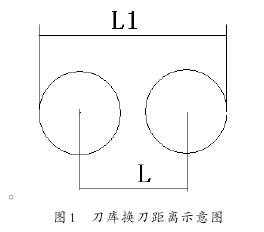
刀库中换刀参考点的设置:将 ROBORT 开到刀库装刀位置在装刀位置和 ROBORT 上分别装入 1 把刀具,然后利用刀库后侧操作面板手动 X’、Y’轴,利用水平仪将 2 把刀具调整至水平(基本水平)并记录X’、Y’轴坐标值,测量2把刀具外缘距离L1,测量刀具直径D,并计算出刀具中心距离L即:L=L1-D ,换算出机械手在换刀点(刀具中心)的坐标X1’,即:X1’= X’-L ,将机械手开到 X1’的位置,然后在 ATC AXES REFERENCE X ATCreference set: NO 中将 NO→YES 即可完成 ROBORT 的 X’轴参考点设置;ROBORT 的 Y’轴参考点设置只要用水平调整 2 刀具水平,然后在 ATC AXES REFERENCE Y ATC reference set: NO中将NO→YES就可以了。重新启动系统就可以使参考点生效。
2.2 交换工作台故障
当机床执行交换工作台时,系统出现报警,工作台无法交换。关闭机床重新启动后,一切正常。但当再次交换时故障又出现,仍无法完成交换工作台。
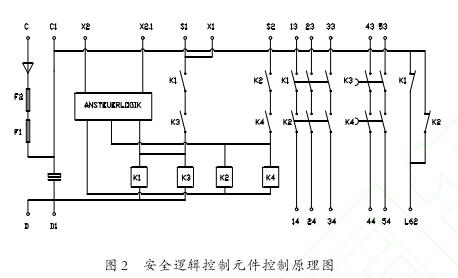
通过对机床交换工作台所牵连的电气回路进行检查,发现K47.1 继电器安全逻辑单元工作不正常,其上的 K1、K2、K3、K4四个指示灯均未点亮。怀疑 K47.1 继电器安全逻辑单元损坏。采用控制变量法排故,将K47.1继电器安全逻辑单元与旁边同规格控制装/卸刀门动作的K46.1继电器安全逻辑单元进行交换之后,重启机床,进行交换工作台,动作和功能一切正常,但此时机床进行装卸刀具时经常出现“machine tool load door not open”报警。因此断定 K47.1 继电器安全逻辑单元损坏。故障判断完成后,将K47.1与K46.1继电器恢复原状。该元件为进口的施麦赛元件SRB-NA-R-C.21-24V,若有备件库存,直接更换即可。
若库存没有该型号元件,为保证设备运行,尽快恢复生产,对该元件正常工作时各控制信号电压进行监测后断定可以使用两种方案进行故障修复。
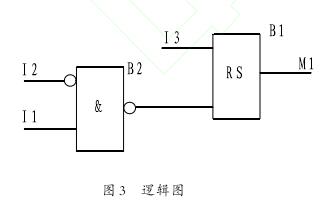
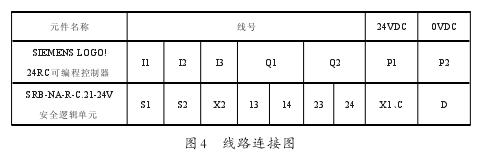
方法一:根据确认出的输入输出信号采用 SIEMENS LO-GO!24RC 可编程控制器,并依据原安全逻辑单元工作原理对其进行编程,使其动作满足设备使用要求,编辑的逻辑图和线路连接图如下:
方法二:为保证功能正常,也可选用3个24VDC的普通继电器,按下图进行线路连接即可解决机床故障,恢复生产。
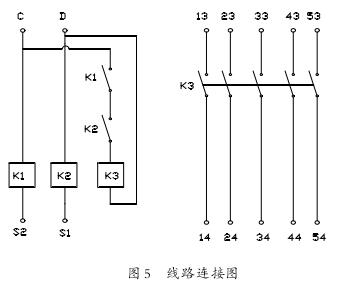
这两种方法均能达到原机床工作性能。使用继电器进行这类故障的维修,相对来讲更为经济方便,但它的缺点在于占用空间大,破坏了电气柜内的原有布局;使用可编程控制器进行这类故障的维修,费用相对来讲较高,但其优点在于占用空间小。应该根据备件库存的实际情况进行选择替代和修理。
2.3 刀库装卸故障
无法完成刀库装卸刀动作。操作者向刀库中装载刀具时刀库装载操作面板屏幕显示“操作指令被禁止”;在执行了任意几个卸刀操作时机床可以进行正常卸刀操作屏幕也没有显示任何报警。但执行装刀操作就会出现上述报警。根据操作者动作顺序,确认操作无误。因此出现此报警故障的主要原因有可能刀具表混乱,需要将刀具表中的所有刀具全部清零,重新建立刀具表。在卸载刀库中刀具时执行到卸载18号刀具时该刀具无法卸载,检查18号刀具所有信息发现刀具表中该刀号占用了刀库中换刀点 810 的位置,此时人为将 18 号刀具表中的装刀位改为任意一个未被占用的刀位,再进行装/卸刀动作一切正常。
机床还出现机械手在换刀中途停止。机械手ROBORT锁紧检测磁感应开关SQ109.2信号没有,拆下发现该开关的信号线从开关根部断裂无法焊接,将开关线的固定胶小心刮掉之后从内部线路板上重新焊线,焊接完成之后将线路固定,进行试验发现开关动作信号正常。安装到机床之后开机发现机床显示屏幕黑屏,经过检查发现机床24V直流电源过流开关跳闸,合上之后又跳,将开关24V输出端断开开关没有跳闸,因此怀疑该控制回路中有短路之处,通过逐步检查发现为SQ109.2接近开关连接线路中的 24V、0V 短路,检查发现该线路有多处烧焦痕迹,更换导线之后故障排除。
3 、维修总结
(1)设备排故过程中,要根据故障现象,报警提示能信息,思路清晰,综合判断故障点,切忌盲目依靠系统提示。
(2)对于功能性故障,要按照功能实现的原理逐一排查,防止相同故障,不同原因造成的漏排、误排。更不能经验主义,同样的故障,可能是不同原因产生的,要结合具体情况分析。
(3)在当前备件库存无法满足要求的情况下,要主动想办法,找出路。通过功能替代,元件替代,电路设计等方法,在保障设备功能和安全的前提下,最大限度的减少停机时间,保障生产。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

