



大型数控机床故障诊断研究
2020-9-23 来源: 首都航天机械有限公司 作者:关进良,战祥鑫,岳维超,刘松,张星等
摘要:本文介绍了大型数控机床的特点,针对大型数控机床的三种典型故障实例,分别研究分析了导致故障的各种原因,运用多种诊断方法进行故障定位,给出了合理的解决方案,并设计出相应的预防改进措施,最后总结出了大型数控机床故障诊断的总体思路,提高了大型数控机床故障的诊断效率。
关键词:大型数控机床;故障诊断;PMC;编码器;电主轴
近年来,随着“中国制造 2025”战略计划的不断推进与实施,国家正在从制造大国向制造强国转变。数控机床在一定程度上被称为制造业的母机,尤其是大型数控机床在制造业中发挥着举足轻重的作用。大型数控机床可加工大尺寸、复杂形状和精度要求高的关键零部件,现已普遍用在了航空航天、船舶、能源等重要领域,其故障率也直接影响着企业的科研生产完成情况,本文通过研究探索大型数控机床的故障诊断方法,达到了提高故障诊断和设备利用率的目的。
1、大型数控机床的特点
大型数控机床融合了机械、电气、液压、计算机以及自动控制等多种专业技术,且与普通的中小型机床存在明显的不同,机床整体结构庞大、控制系统复杂、联动坐标轴多、造价较高、故障诊断难度大,而且在企业制造生产中往往承担着重要产品的加工,有“不可替代性”的特点。大型数控机床以四轴(X、Y、Z、B)或五轴(X、Y、Z、A、C)机床为主,且进口设备较多,如大型加工中心、镗铣中心、五轴数控龙门铣床等。
2 、基于实例的典型故障分析及预防改进措施
2.1 某大型卧式加工中心主轴不启动故障
(1)故障现象。
某大型卧式加工中心采用 FANUC 0i-MD数控系统,当执行主轴正转 / 反转时,主轴不启动,机械上无异响,且无任何报警。
(2)故障分析及解决方案。
导致该故障的原因一般和伺服驱动与 PMC 地址信号状态有关,伺服类故障常会伴随有相应报警,基本排除伺服方面原因,所以重点检查与之有关的 PMC 梯形图(见图 1)。
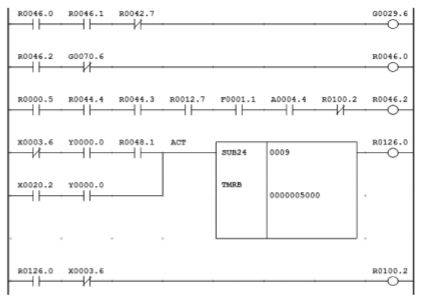
图 1 PMC 梯形图
利用机床 PMC 在线诊断法,进入机床梯形图步骤是 SYSTEM → +(扩展键)→ PMCLAD,经查看,当按下主轴正转 / 反转键后,主轴停止信号 G29.6(*SSTP)不通,依据是 R100.2 通→ R46.2 不通→ R46.0 不通→ G29.6 不通,而导致 R100.2 打通要同时具备 R126.0 为1 和 X3.6 为 0 两个条件。查阅机床电气图纸知,当 X20.2 为1 时(如工厂低压气源压力不足或气压压力继电器损坏)会引起 R126.0 为 1,当液压压力传感器 LS40 和 LS41 中任何一个压力不足或者传感器本身硬件损坏,均可导致 X3.6 为 0。首先检查气源压力是正常的,但压力继电器触点损坏,再检查 LS40 和 LS41,发现 LS41 严重松动。更换气压压力继电器,重新调整 LS41 的位置并紧固,故障彻底排除。
如刀具更换、主轴启停、换向变速、工作台交换等辅助动作。梯形图能实时在线监测这些辅助动作,只要有些动作在逻辑上存在问题,从梯形图中能及时体现出来。②大型机床主轴不启动原因多而且逻辑关系复杂,利用 PMC 在线诊断法能快速地从复杂的逻辑关系和众多可能原因中找出故障点,达到捋清逻辑关系和追根溯源之目的。③信号 *SSTP 是低电平有效,正常情况下应处于通的状态,信号为“1”。(4)预防改进措施。原 PMC 程序中,R126.0 为 1“且”X3.6 为 0 时(即两者均有故障时),会引起主轴不转故障,很难进行精确的故障定位,且有一定的安全隐患。现重新设计 PMC 程序(见图 2),R126.0 为 1“或”X3.6 为 0 时(即两者之中有一方故障时),都可使主轴停转,同时增加报警显示功能(A5.0、A5.1),并在 PMC 的 MESSAGE 模块中编写相对应的报警文本,以后再次出现类似故障时立刻在显示器上弹出报警内容,直接定位到具体的元器件,节省大量的故障诊断时间。
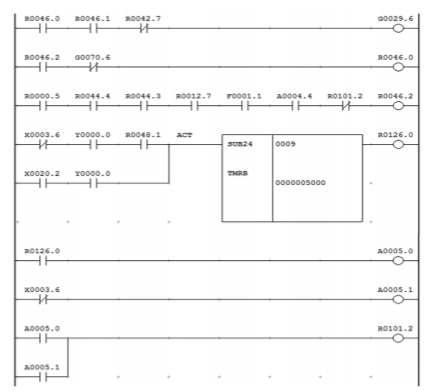
图 2 带有报警显示功能的 PMC 程序
2.2 某大型镗铣中心测量反馈系统故障
(1)故障现象。
某大型镗铣中心采用西门子 840D sl系统,每当使用附件头 TS6 时,出现“C 轴主动编码器硬件故障”报警,重启机床故障复现。
(2)故障分析及解决方案。
该机床是五轴联动大型数控机床,带有 TS6、TS15、TS20 三个附件头,X、Y、Z 是直线轴,A、B、C 为旋转轴,其中 C 轴是某一附件头上自带的旋转轴,可参与联动。C 轴是全闭环控制,该机床的反馈系统测量元件主要包括增量编码器和磁栅尺,又根据报警提示知,属于测量反馈系统故障,此故障一般情况下与C轴磁栅尺、伺服驱动模块、连接电缆以及机床参数设置等有关,首先检查相关参数正常,并更换伺服模块和连接电缆,故障复现,又把该 C 轴在另一台同类同型号机床上测试,结果正常,说明编码器本身正常。上述常规的可能原因均以排除,从整体上进行分析,有可能其他原因间接导致该报警,考虑到磁栅尺抗干扰性能较差,推测最有可能的原因是信号干扰,而影响信号的干扰因素有电缆屏蔽线是否良好、接地线是否虚接等。重新检查电气柜发现,C 轴电机的动力线电缆屏蔽层接地不良,且该动力线和编码器线走在同一管路中,而动力线属于强电,编码器线属于弱电,容易造成信号干扰。重新将动力线电缆屏蔽层紧固接地,保证接地良好(图 3)。经测试,故障彻底排除。

图 3 屏蔽层接地实物图
(3)小结。①数控机床自诊断功能能帮助技术人员判断故障方向,但也不尽然。在进行故障诊断时,有时需要“发散性思维”,尽可能从整体上考虑故障原因,不能漏掉任何一个可疑因素。②大型机床控制系统复杂(尤其是电气部分),容易受到信号干扰,如电磁波干扰、供电线路干扰、信号传输干扰,应采取有效措施尽量避免。
(4)预防改进措施。①为预防供电线路干扰(主要是强电部分),电源端安装交流稳压器、电源滤波器和带屏蔽层的隔离变压器,且数控机床远离具有中高频电源的设备。②为预防机床控制中的信号线路干扰(主要是弱电部分),应保证“接地”良好和采用电磁屏蔽、静电屏蔽技术等措施,且动力线和信号线分开走线。
2.3 某大型五轴数控龙门铣床电主轴松紧刀故障
(1)故障现象。
该五轴数控龙门铣床采用 SIEMENS840D 数控系统,在给电主轴装刀时,机械上有紧刀动作,实际上刀具已经安装到主轴并夹紧,但“紧刀到位”信号灯不亮,进而造成主轴缺少“使能”,造成机床不能正常运行。
(2)故障分析及解决方案。
在分析具体故障原因之前,须清楚电主轴松紧刀基本原理。该机床采用双回转摆动铣头,通过力矩电机驱动实现 A、C 旋转轴运动,A 轴摆动体内安装电主轴,电主轴松紧刀动作主要是由流量计、K11 控制模块和机床 PLC 配合完成的,三者信号传递关系见图 4。当主轴松刀或紧刀时,PLC 输出开关量信号给 K11 模块来控制松紧刀电磁阀动作,流量计能够检测出液压管路中流过油液的流量,并将其转化为数字脉冲信号输送给 K11 模块,再由 K11模块把数字脉冲信号转化为对应松刀到位、紧刀到位和无刀夹紧三个刀具位置的开关量信号输送给 PLC,PLC 接收到具
体信号后才能完成整套松紧刀动作。
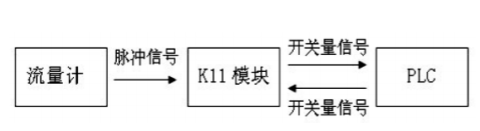
图 4 信号传递关系示意框图
由以上电主轴松紧刀控制原理知,电主轴松紧刀是否到位是由流量计检测的,这不同于传统的“位置检测”。紧刀到位信号灯不亮的主要原因可能是:①流量计没有检测到足够的液压流量;②流量计已经将足够的脉冲信号传递给 K11模块,但 K11 模块内部参数设置有误。③液压管路中进入空气,影响流量计检测信号。为进一步诊断故障,采取以下措施:主轴松紧刀由单独的液压站来驱动,先检查液压站中油量是否充足,保证油量满足需求;利用专用排气工具保证管路中空气排尽。再次进行松紧刀测试,故障复现。由排除法知,故障原因最有可能是 K11 模块(见图 5)参数设置问题,以下将进行参数优化。
图 5 K11 模块实物图
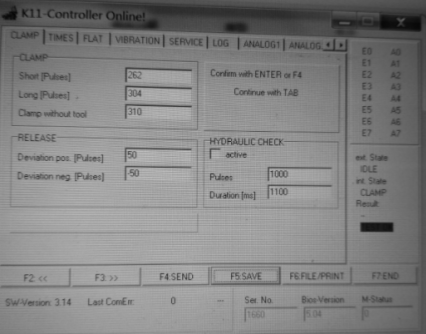
图 6 专业软件与 K11 模块正常连接状态
借 助“K11-controller” 专 业 软 件 监 控 K11 模 块 状态,图 6 是专业软件与机床 K11 模块正常连接后状态,查看 CLAMP → Short[Pulses] 和 Long[Pulses] 中数据依次为262、304,分别代表“有刀夹紧”状态的上、下限值,如果测试的数据不在上、下限值范围内,则出现信号输出异常。
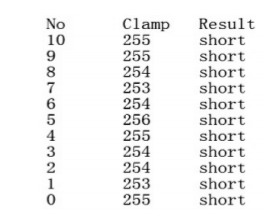
图 7 参数优化前测试结果为“short”
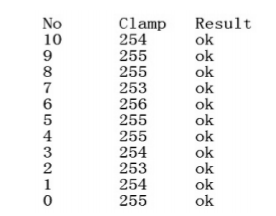
图 8 参数优化后测试结果为“OK”
首先进行 10 次“有刀夹紧”测试,测试数据见图 7,结果均为 short(即:信号异常)。数据分析可得出以下结论:Short[Pulses] 和 Long[Pulses] 这两个参数设置有误,导致紧刀状态信号输出有误,需要进一步优化。记录有刀加紧状态的最大值 A1 和最小值 A2,可设置 Short:A2-10、Long:A1+10(如果数据变化幅度较大,可设置 A1/A2±20),即Short 设置为 243、Long 设置为 266。优化完成后,再进行10 次测试,结果全部成功(图 8),且每次紧刀后,“紧刀到位”信号灯均正常亮,故障排除。
(3)小结。①在使用“K11-controller”专业软件优化参数时,每次输入数值后,均需要点击“F4:SEND”软键,这时输入的数据才能被传入 K11 模块中,切记全部设置完成后要点击“F5:SAVE”软键,保存好数据。②对于主轴松紧刀这类故障,一般分为“无动作且信号状态异常”和“有动作但信号状态异常”两类,前者重点排查机械方面(液压控制阀、油量是否充足以及执行元件等),后者主要检查电气方面(信号传感器、PLC 程序以及相关参数设置等)。
(4)预防改进措施。①定期优化 K11 模块参数,以免由参数问题造成其他故障。②及时向液压站中加液压油(油的牌号要严格按照说明书要求选用,不得擅自更换),避免空气进入,影响流量计正常检测。
3 、大型数控机床故障诊断一般思路总结
首先,由于大型机床故障原因多而杂,将故障原因大致分类,根据工作经验按照可能性大小依次排列。其次,在排除每类原因时要充分使用一些诊断方法,一般包括互换法、排除法、PMC( 或 PLC) 在线诊断法、专业软件测试法等。具体诊断故障时,要深入理解“控制原理”,从原理上进行诊断才能“以不变应万变”,并且要把故障原因逐步“由多变少”,直到故障确切定位。最后,故障排除后,须经多次测试才能确保故障彻底被排除,力争“零返修”,并设法从根本上设计出有效的预防改进方案。
4 结语
通过实际工作中攻克的典型故障诊断实例,分析了引发故障的具体原因以及诊断方案,在彻底排除故障的同时,又从根本上做出了预防改进措施,最后总结出故障诊断的一般思路,提高了大型数控机床故障诊断和维修效率,在行业内具有较强的可借鉴性和推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

