


基于Edgecam 的异型螺纹自动编程技术研究
2016-8-26 来源:沈阳工程学院机械学院, 作者:李铁钢
摘要: 针对异型螺纹的加工问题, 研究数控程序编制的自动化。基于Edgecam 软件提出了螺纹加工的智能化编程方法; 论述了工艺设计、软件设计和程序编制等关键技术, 利用PCI 和PDI 等二次开发语言编制了程序; 以某零件的螺纹圆弧加工实例测试了方法的有效性, 实现了螺纹制造的智能化和快速化, 为其它智能编程提供了借鉴。
关键词: 异型螺纹加工; 自动编程; Edgecam; 二次开发; PCI; PDI
0、前言
螺纹是机械零件的典型结构, 常见的形式是60°牙型角的普通三角形螺纹, 现代零件普遍使用数控机床加工, 此种螺纹可在自动化的CAM 数控编程软件上编制数控机床加工用程序。
异型螺纹指的是剖面形状为圆弧形、梯形及其它复杂剖面形状的螺纹, 此类螺纹的形状参数不定, 很多无统一的标准参照, 现今的计算机辅助编程软件没有异型螺纹的编程功能, 在编制数控车床加工的程序时, 通常手工计算数据点, 或者利用宏变量编程, 程序代码手工编写, 程序编制繁琐且容易出错。
Edgecam 软件是由英国开发的智能数控编程系统, 主要应用于数控铣、数控车、数控线切割以及车铣复合等领域[1-2] , 是全球最著名的数控编程软件之一, 使用数量居于独立CAM 系统前矛, 具有完备的客户二次定制开发功能, 可利用JVASCRIPT、VB 和C#等语言开发复杂的交互界面, 可基于工艺模型进行非交互自动制造特征识别和构建并进行加工, 特别适合开发定制自动化数控编程系统。
本文作者开发了基于Edgecam 的数控车床异型螺纹自动编程系统, 研究了工艺设计、软件设计和程序编制等关键技术。
1、关键技术及实现方法
1.1 工艺设计
异型螺纹的剖面由若干圆弧和直线组合而成, 典型的结构如图1 所示。
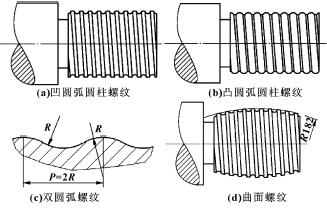
图1 典型异型螺纹
螺纹加工采用层切法加工, 同Z 轴方向平行,由内向外一层层加工, 可以采用带圆弧的普通外圆车刀, 也可以采用标准螺纹车刀等实现。
层切法的基本原理是每个异型螺纹剖面X 向分层拟合加工, 当利用60°角的外螺纹车刀加工如图2所示外螺纹时, 车刀沿Z 向平行进给, 每条进给路线拟合成若干个数据点, 数据点轴向步距为L, 在粗加工时L 值可取较大值, 刀具以拟合点处的(x, z)作为螺纹的加工起点, 执行螺纹加工命令, 比如, 对于FANUC0i-TB 系统而言, 可以使用单一螺纹加工指令G32 或螺纹单一循环指令G92 书写程序。
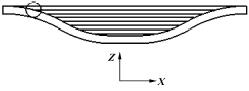
图2 异型螺纹剖面加工
1.2 系统设计及功能实现
Edgecam 程序利用二次开发PCI (Program CommandInterface) 语言和PDI (Program Developing Interface)语言编写接口程序读写Edgecam 数据库中的几何信息和拓扑信息实现螺纹的加工[3-4] , 异型螺纹自动加工系统运行于Edgecam 应用界面上, 对话框利用VB.net 开发, 系统的功能流程如图3 所示。
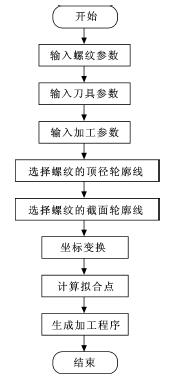
图3 系统功能流程
设螺纹车刀的圆弧半径为r, 取拟合的公差为ε,利用等步长直线逼近法拟合螺纹剖面, 设计算时与Z轴平行的轨迹上的数据点间的拟合步长为L, 则计算得:
如图4 所示, 设层切计算时由毛坯外向内与Z 轴平行的轨迹上加工, 刀具轨迹同左侧螺纹剖面接触的数据点为p1 , 下一切削层刀具轨迹同左侧螺纹剖面接触的数据点为p2 , p1 和p2 间的拟合步长为L1 , 则计算得:
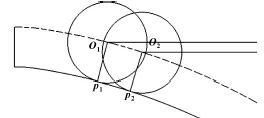
图4 X 向拟合步距
设两个圆弧的圆心分别为O1 (x1 , y1 , z1 ),O2(x2, y2 , z2), 由于X 向拟合2 层间的拟合距离和螺纹截面的曲线挠度不大, 则O1O2 ≈ p1 p2 =L1,O1(x1,y1 , z1 ) 为已知的数据点, 则X 向的拟合距离为[5]:
1.3 程序生成算法
程序使用变量宏编程实现, 每层内用宏变量实现层内的加工, 其中#1 变量表示每层数据点同最左侧螺纹拟合的Z 坐标(半径表示), #4 变量表示每层数据点同最左侧螺纹拟合的X 坐标(坐标变换后), #5为层数控制循环变量, #2 变量为层切削的控制循环变量, #6 变量为每层内拟合点的增量, 且#6=LX 。典型的程序(部分) 示例如图5 所示。
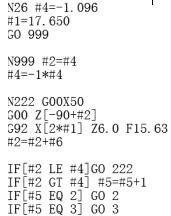
图5 加工程序实例
2、应用实例
某零件的图纸如图6 所示, 零件两端头具有异型螺纹, 螺纹由多段圆弧和直线连接而成。
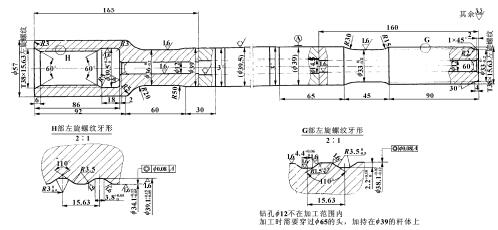
图6 典型异型螺纹零件
此零件先进行除螺纹外的其它工序的加工, 最后车削加工两端头的螺纹, 螺纹加工时编程坐标系设置在零件的右端面, 切削外螺纹使用刀尖圆弧半径为0.8 的60°的通用外螺纹车刀, 切削内螺纹使用刀尖圆弧半径为0.4 的60°的通用内螺纹车刀。生成的加工程序利用VERICUT 仿真, 仿真结果验证了系统设计的正确。经过实际零件的切削加工,得到了合格的产品。
3、结论
基于Edgecam 的异型螺纹自动编程技术研究了异型螺纹的自动编程技术, 重点论述了软件设计、层切法加工的原理和技术等关键问题[6] , 完成了系统的开发并加工出了合格的产品, 提高了异型螺纹编程加工的效率, 为其它产品的智能编程提供了借鉴作用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

