


摘要: 发动机机体主轴承螺栓孔、曲柄平衡块螺栓孔等重要螺纹孔的加工是该零件加工的关键工序。应用正交试验方法,可以确定螺纹铣削加工中的关键参数,以实现提高加工质量与效率的目的。试验以切削线速度、每齿进给量和背吃刀量为影响因素,每个因素选取 3 个设计水平,在三轴联动的数控机床上进行加工试验,并分析试验结果。结果表明,在螺纹铣削加工中参数的影响大小依次是: 每齿进给量,切削线速度,背吃刀量。
关键词: 螺纹加工; 正交试验; 三轴联动
0 引言
随着时代的进步,数控技术在我国大中型机械加工业中的应用越来越广泛。螺纹铣削加工主要是指用数控机床的螺旋插补功能( G02 /G03) 进行螺纹加工的工艺。与传统的加工方法相比,螺纹铣削工艺具有效率高,精度高,同一把螺纹铣刀可以加工同一螺距的不同尺寸螺纹等优点,且加工时不受加工旋向的限制。另外,由于目前螺纹铣刀的制造材料为硬质合金,切削线速度可达 80 ~ 200m /min[1],使加工螺纹的表面粗糙度大幅下降。在本项目中,笔者将通过正交试验确定螺纹铣削的最优加工参数。
正交试验是多因素试验中最简单常用的一种试验设计方法。人们通过合理安排试验方案,科学处理数据,利用正交试验中少数有代表性的试验,找到最优方案。正交试验主要包括试验方案设计及试验结果分析等内容。
1、 正交试验方案
1. 1 试验方案的确定
在螺纹铣削加工中,主要的加工参数包括切削线速度 vc、每齿进给量 fz、背吃刀量 ap、铣削长度和铣削方式( 顺铣还是逆铣) 等。在本试验中,选用对加工质量影响较大的切削线速度、每齿进给量和背吃刀量作为影响因素。
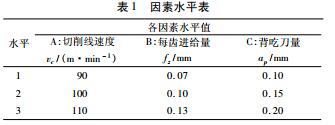
衡量螺纹加工质量的因素有很多,如螺纹牙粗糙度、中径精度和螺距均匀度等,出于检测手段方面的考量,本试验以螺纹牙粗糙度作为衡量标准。由此根据正交试验法安排试验,共设试验影响因素3 个,每个因素选取 3 个水平,因素水平表如表 1 所示。
因为单个因素的自由度为水平数 r - 1,所以本次试验总自由度为 6,试验总数应大于 6,且试验次数应尽量 少[2],所以选取试验次数为 9,则 正 交 表 为L9 ( 34
) [3]。
1. 2 加工试验过程
本次试验所用机床为友嘉三轴联动数控机床 Vb-825A,加工对象为 M27 × 2 的内螺纹,加工材料为球墨铸铁。本次试验选取山特维克的机夹式单刃螺纹铣刀作为加工刀具[4]。
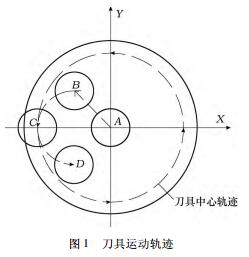
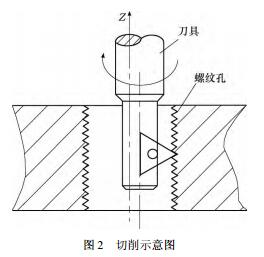
加工过程中为减小刀具与工件的冲击,采用圆弧切入法,刀具运动轨迹如图 1 所示,切削示意图如图 2所示。
螺纹铣刀从下刀起始位置 A 开始,直线运动到位置 B,为切进工件做准备。刀具中心从位置 B 沿圆弧BC 从位置 C 切进工件开始加工,加工结束后沿圆弧CD 退刀至位置 D。在切削过程中,螺纹铣刀沿螺旋曲线运动,绕螺纹轴线沿 X、Y 方向进行圆弧插补运动,同时在 Z 方向直线运动,每绕螺纹轴线运行一周沿 Z方向移动一个螺距。
加工结束后,用粗糙度仪测量粗糙度。
1. 3 加工程序的编制
由于本次试验采用单刃刀片,所以加工程序采用了独具特色的编程方法。其程序实质是将单个螺距
高度的加工程序作为子程序[5-6],然后通过控制调用子程序的次数,完成整个螺纹的加工,整个加工过程分为粗加工和精加工两次加工完成。加工程序如下。
1. 3. 1 主程序
O1111; /程序名
G80G40G69; /固定循环、半径补偿和旋转指令
G90G54G0X0Y0; /快速定位到原点
M03S1800; /主轴正转
Z5. 0; /快速定位到安全距离
G01Z0; /工进到 z0
G42D01G01X - 6Y - 6; /建立刀补,准备切入
G02X - 13. 5Y0R10; /圆弧导入
M98P0111L20; /调用子程序加工开始
G90G02X - 6Y6R10; /圆弧导出
G40G01Z0; /回到 z0
G42G01Y - 6D02; /建立刀补
G02X - 13. 5Y0R10; /圆弧导入
M98P0111L14; /调用子程序二次加工
G90G02X - 6Y6R10; /圆弧导出
G01G50; /退出
M05; /主轴停转
M30; /程序结束
1. 3. 2 子程序
O0111; /程序名
G91G02I13. 5Z - 2F150; /增量坐标编程,刀具每次下降一个螺距
M99; /返回主程序
主程序中主轴转速 N = 1 000vc /( πd) ,式中 d 为
主轴直 径。子 程 序 中 F = fzN,同时通过改变刀补
D01、D02 可以控制背吃刀量。
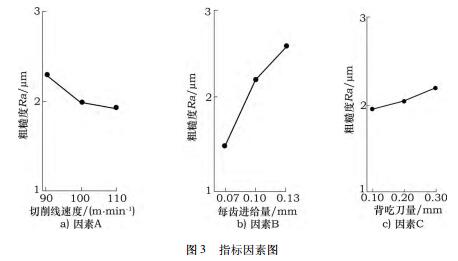
2 、结果分析
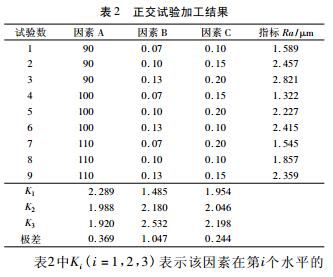
正交试验的结果分析方法有直观分析、因素指标和方差分析等[7-8]。直观分析法是指比较各因素在不同水平下试验结果的平均值,直接观察得出同一因素在不同水平的好坏,从而确定最佳组合。然而,直观分析法不能把试验条件的改变和随机误差所引起的数据波动区别开来,并且没有提供一个所考察因素是否显著的标准,故本次试验还将采用方差分析法对影响切削指标的控制因素进行研究,找到控制因素的最佳组合。
正交试验加工结果如表 2 所示。

结语
螺纹铣削是一种基于三轴联动机床的新型螺纹加工工艺,在实际生产中已经得到广泛应用。本次实验基于正交试验标准设计,以螺纹铣削加工中的 3 个重要参数为控制因子,以螺纹牙粗糙度为指标参数,并详细分析试验结果,得到了试验因素对粗糙度影响大小的预测模型: 每齿进给量 > 背吃刀量 > 切削线速度,并使得加工参数得以优化,得到了最佳参数组合,对实际的加工有一定的指导意义。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

