


梯形螺纹加工的一种方案
2025-12-22 来源:甘肃星火智能数控机床有限公司 作者:王俊刚
【摘要】: 本文以我公司的 CCK61160 数控重型卧式车床作为车削机床,介绍了梯形螺纹加工的一种方案,梯形螺纹加工的编程方法,梯形螺纹加工中出现断刀等突发情况进行退刀的编程,并以自己工作中遇到压缩机的拉杆轴螺纹加工为例,详细说明了梯形螺纹加工中要考虑的因素和编程的方法。
CCK61160 数控重型卧式车床的数控系统828D 及伺服电机是西门子的产品。在 828D 数控系统中,有专门的工艺循环 CYCLE99- 螺纹车削,用于直螺纹,锥形螺纹,端面螺纹和螺纹链的车削,并且能够设置螺纹的前置量和后置量,螺纹的头数,起始偏移量和车削深度与循环次数。我们车削拉杆轴的螺纹的牙形槽比较宽,在车螺纹车削工艺中只能采用左右 “互切法” 进行车削,除了基本的螺纹加工精度要求外,还要求螺纹正在车削过程中突然发生断刀和其它情况,按下CYCLESTOP 按键,把刀从 Z 向退出来,再退回到起始点,这两步动作是连贯进行。在法拉克的FANUC Oi-TF(Plus) 数控系统中,系统自带这
种功能,当出现断刀等其它突发情况,需要把刀退回到起始点时,只需按下 CYCLESTOP 按键时,刀具自动从 Z 向退出 , 再退回到起始点。西门子系统中 CYCLE99- 螺纹车削也具有这样的功能,在使用中 CYCLE99- 螺纹车削不满足我们车削的左右偏移的要求,只能使用 G33 螺纹编程语言,使用宏程序和循环跳转功能进行编程。加工拉杆轴的局部零件图如图 1 所示。
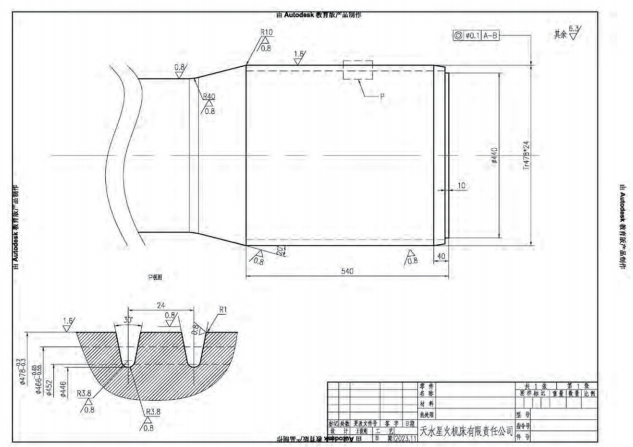
图 1
一.加工工艺分析
1.该零件梯形螺纹加工方案
梯形螺纹的加工方法有很多种 : 直进法,斜进法,左右切削法,多刀组合法,车直槽法,分层法等,其中前 4 种在数控车削中使用比较多。直进法 : 又称成形法,在车削螺纹时,车刀 X 向间隙地进给至牙深处,Z 向不作移动。斜进法 ;又称单面切削法,螺纹车刀沿牙型角方向斜向间隙进给牙深处。左右切削法 : 螺纹车刀沿 X 向进给至一直径处,在每一层面进行左右移动切削,直至左右端面,再沿 X 向进刀,直至牙深处。多刀组合法 ; 组合方式很多,如先选用小切刀切直槽,车刀在牙槽的中心位置, Z 向不动,以一定的深度循环车削,直至距离牙深处一定距离处(留有精加工余量),再选用较宽的螺纹刀具向左或者向右偏移一定的距离,循环车削至切刀槽等高深度,直至牙形槽的宽度达到粗加工宽度要求,最后,使用精车刀的螺纹刀具进行精加工成型。
在以上几种方案中,直进法在加工梯形螺纹时,螺纹的牙型精度较高,但由于三刀刃均参与切削,切削力过大容易导致加工变形,且只在小螺距加工时采用。由于刀具在刀板上固定,螺纹刀具无法沿着牙型角斜向进刀,只能垂直工件沿 X 轴向进刀。左右切削法,刀具采用与牙型槽等宽的尺寸,加工中刀具纵向左右两侧移动结合横向进刀,对操作者的技术要求比较高。综上分析,我们采用多刀组合法加工螺纹。
2. 在加工过程中特别的要求
梯形螺纹在拉杆轴中是用于设备固定定位。压缩机的拉杆轴,成本较高 , 在加工过程中出现断刀等其它突发情况时 , 需要把刀即时退到起始点 , 需要按下 CYCLESTOP 按键后,刀具自动退回到起始点,在退刀时不能 “擦伤” 螺纹 , 先 X向出来 , 再 Z 向退回到起始点。在 828D 系统中,使用螺纹切削时快速返回 LFON,LFOF,使其能快速返回。在装上新的刀具或者故障处理完 ,按下 CYCLESTART 按键后 , 车刀轨迹沿着上一刀从起始点接着车削螺纹。除了满足梯形螺纹的成型加工要求,以及梯形螺纹的加工精度要求外,梯形螺纹没有退刀槽时,要在编程时加一段锥螺纹,使刀具顺利退刀出来。
二、程序的编程方案
1.梯形螺纹的加工程序与用户特殊要求程序的编程
带恒定螺距的螺纹切削指令 G33,在该零件加工中使用到的螺纹编程的句法有 : 圆柱螺纹切削 :G33 Z… K…,圆锥螺纹切削 :G33 X… Z…K… ,其中 Z...: 以直角坐标给定终点,K...:Z 方向的螺距,在圆锥螺纹的螺纹螺距数据(I... 或 K...)取决于圆锥角度 :< 45° : 通过 K... 给定螺纹螺距(纵向螺纹螺距),> 45° : 通过 I... 给定螺纹螺距(横向螺纹螺距)。用户特殊要求的程序的编程,螺纹切削时快速返回指令(LFON,LFOF,DILF,ALF,LFTXT,LFWP,LFPOS,POLF,POLFMASK,POLFMLIN), 使其能快速返回,通过返回和返回方向对返回运行进行编程 : 采用的句法如下 ; G33 ... LFON DILF=< 值
> LFTXT/LFWP ALF=< 值 >;其中 : LFON: 使能“螺纹切削时的快速返回”(G33)DILF=: 确定返回行程的长度LFWP: 执行返回运行的平面是有效的工作平面。
ALF=: 在返回平面中,使用 ALF 以不连续的角度编程返回方向。
使用 LFTXT 时,通过 ALF=1 确定返回方向为刀具方向。
使用LFWP 时,工作平面中的方向被分配如下:
G17(X/Y 平面)
ALF=1; 以 X 方向返回
ALF=3; 以 Y 方向返回
G18(Z/X 平面)
ALF=1; 以 Z 方向返回
ALF=3; 以 X 方向返回
G19(Y/Z 平面)
ALF=1; 以 Y 方向返回
ALF=3; 以 Z 方向返回
在本样例中 , 车床使用的是 Z/X 平面 , 以X 方向返回 , 编程语言如下 ; LFON DILF=60LFWP ALF=3, 使能快速返回的条件是当按下键盘的循环暂停按键 , 执行快速返回功能 , 在程序中语句如下 ; IF $AC_LIFTFAST GOTOB MM_THREAD_0 。
2.梯形螺纹的加工程序:
N10 G95 G90 G54 G18
N20 R0=478 拉杆轴的轴径 , 同时表示梯形
螺纹车削初始值 R0
N30 R1=477.5 梯形螺纹有锥度时 ,R1 表示
小的螺纹轴径的大小。
N50 M42
N60 S20M3
N70 LA:G0X900 当 R0>459.4 时 , 程序跳
回到此处 , 循环执行 , 直到螺纹车削的轴径小于
459.4 时 , 粗车螺纹完成。
N80 Z200
N90 R0=R0-0.6 每一刀的单边车削深度是
0.3mm。
N100 R1=R1-0.6
N110MM_THREAD_0: 当按下 CYCLESTOP
按键时 , 程序跳转到此处 , 循环执行。
N120 $AC_LIFTFAST=0
N130 G0 X660
N140 G0 Z0
N150 X=R0 使用 R0 用户变量 , 把 R0 赋值给 X。
N160 G33 X=R1 Z-2100 K24 LFON 螺纹
切削时的快速返回 , 螺距为 24, 退刀距离为 60。
DILF=60 LFWP ALF=3
N170 G33 X478 Z-2120 K24
N180 IF $AC_LIFTFAST GOTOB MM_
THREAD_0
N190 WHILE R0>459.4
N200 GOTOB LA
N210 ENDWHILE 当 WHILE 条件不满足时 ,结束 WHILE 循环 , 加工完成。
N220 M30
按下CYCLESTOP按键时,在N180 IF $AC_LIFTFAST GOTOB MM_THREAD_0 判断条件满足 , 程序跳转到 N110, 根据程序 , 先是 X 走到660 处 , 再退 Z 向 , 梯形螺纹一刀车削不出来 ,要循环车削几十刀。使用 828D 系统编程语言中的 WHILE 循环语句 , 在程序中每次双边深度为0.3mm, 每次车削完轴径与 R0 的数值一致。当WHILE R0>459.4 时 , 程序跳转到 N70 处 , 这一逻辑必须嵌套到判断条件 IF $AC_LIFTFAST GOTOB MM_THREAD_0 的外围。调用 828D 系统中 R0 用户变量 , 通过 R0 数值变化实现实时监控每一刀车完轴径的大小。R1 变量是用于圆锥类螺纹的加工 , R1 的数值到加工侧的轴径的大小。
“分层法” 车削梯形螺纹实际上是直进法和左右切削法的综合应用。在车削极大螺距的梯形螺纹时,“分层法” 通常不是一次性就把梯形槽切削出来,而是把槽分成纵向的若干层,每刀的深度是 0.3mm。转化成宽度较小梯形槽来进行切削,可以降低车削难度。当深度达到粗切的深度时,即当 R0=459.4 mm 时,使用 G54 零点偏移指令,使刀向左或者向右偏移一定的位置,再进行车削直至深度到达 459.4mm。依次类推,直至牙型车削出来。这样,梯形螺纹刀始终只有一个侧刃参加切削,从而使排削比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的梯形螺纹,且容易掌握,程序简短,容易操作。
三.仿真效果与加工结果的显示
1.仿真效果
使 用 SinuTrain for SINUMERIK Operate 4.5 软件能够把西门子编程的程序进行模拟仿真。在试件之前可以在电脑上模拟运行程序 , 检查编的程序是否符合西门子编程要求 , 判断走刀轨迹是否满足工艺要求。仿真结果如图 2 所示 ;
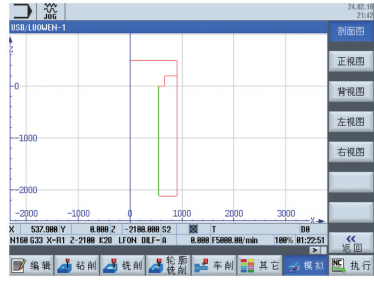
图2
图 2 中黄绿色线条是车梯型螺纹的走刀轨迹 , 循环走刀 31 次 , 程序执行完成。如图 2 所示 ,程序正在运行车削梯形螺纹执行的走刀轨迹 , 编的加工程序没有出现错误报警 , 走刀轨迹符合要求 , 程序模拟结果满足该零件的工艺要求 。
2.试件结果
编程的程序满足工艺要求 , 运行程序没有出现错误。在加工零件时 , 按下 CYCLESTOP 按键,刀从 Z 向退出来,再退回到起始点。按下CYCLESTART 按键后 , 刀架按照退刀前的一刀从起始点加工螺纹 , 符合用户的特殊要求 , 加工的零件满足工艺要求。在用户参数界面,可以随时监控 RO 数值的变化。加工零件的局部视图如图 3、图 4 所示 ;

图3

图4
该拉杆轴是按照圆柱螺纹加工出来的 , 而程序是考虑到轴有锥度 , 编的程序是锥螺纹的加工方案。该轴没有锥度 , 没有锥度时 ,N160 语句中只把 X=R1 改为 X=R0,N30 语句去掉 , 其它编程语言不变。
四、结语
在注塑机 , 空气压缩机等通用设备领域 , 拉杆轴是这些通用设备的关键零件 , 拉杆轴轴两头梯形螺纹的加工是其中的重点。梯形螺纹在拉杆轴中起定位的作用 , 对梯形螺纹的精度要求比较高 , 对螺纹的圆度与同轴度都要求在 10 丝以内 ,拉杆螺纹外径的表面粗糙度要求在 1.6μm 以内。拉杆轴一般在 12m 以上 , 要加工的螺纹长度是2000mm, 螺距要求是 24 和 28 这两种 , 拉杆螺纹外径到拉杆螺纹内径的深度是 32mm, 每一刀的单边车削深度是 0.3mm。本样例中梯形螺纹加工的编程使用了 828D 宏程序编程 , 应用循环语句简化程序数量 , 程序简洁易懂 , 可以参数化修改 , 适用多种轴径的加工 , 也适用于圆柱类轴和圆锥类轴的梯形螺纹加工。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

