


加工中心锥度螺纹的编程加工技巧
2020-10-9 来源:太原航空仪表有限公司 作者: 武 凯
摘要: 螺纹加工通常是车床或数控车床完成的机械加工任务但遇到方形或异形零件的螺纹加工数控车就需要借助花盘进行零件装夹定位或专用工装才能完成加工任务这种方法费用高、 效率低工装准备时间长且有些零件可能都无法通过数控车来完成加工任务如: 当遇到曲面异形零件上的螺纹加工就不是花盘能解决的问题了即便是专用工装也是不容易办到的这就需要数控加工中心来完成加工任务。
1、锥度螺纹加工难点
螺纹形状大致分为直螺纹和锥度螺纹两种直螺纹在数控加工中心上比较好实现 是最常用的加工方法 锥度螺纹加工在数控加工中心上比较少用到 多数是钳工借助锥度丝攻进行手工攻螺纹加工 这种方法加工效率低 加工精度和表面粗糙度也较低 且加工出的锥度螺纹和零件垂直度差 有密封要求的锥度螺纹很难保证精度加工要求 并且加工范围受到螺纹直径的影响大遇到很大的锥度螺纹时 由于丝攻的问题无法很快进行零件加工 丝攻成本高 对钳工的技术水平要求也很高 效率低 因此就需要在数控加工中心上进行锥度螺纹的铣螺纹加工。
2、 在数控加工中心上加工锥度螺纹方法
在数控加工中心上加工锥度螺纹有三种加工方法: 数控加工中心丝攻锥度螺纹循环加工数控宏程序锥度螺纹加工借助 CAM 编程软件进行锥度螺纹加工。
(1) 数控加工中心丝攻锥度螺纹加工G84 G98 X_Y_Z_ R5 F300(右旋螺纹循环)主轴在孔底反转返回 R 平面后主轴恢复正转G74 G98 XYZ R5 F300(左旋螺纹循环)主轴在孔底正转返回 R 平面后主轴恢复反转这种锥度螺纹加工方法采用锥度丝攻利于攻螺纹G代码进行螺纹加工。 一般只适用于小直径的直螺纹和锥度螺纹加工加工质量和表面粗糙度及精度取决于丝攻的精度ꎮ 螺纹尺寸和精度不好控制
(2) 数控宏程序锥度螺纹加工锥度螺纹加工说明: 右旋内锥度螺纹中心位置 (X30Y30) 螺纹大段直径 40mm、 螺距 P = 2mm、 锥度角 12°、 螺纹深度 Z = - 30mm 以及单刃螺纹铣刀 R = 10mm。
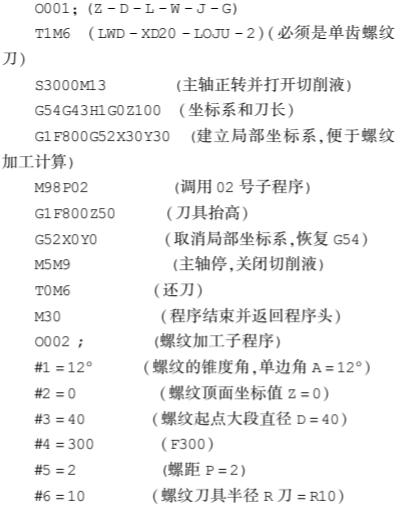
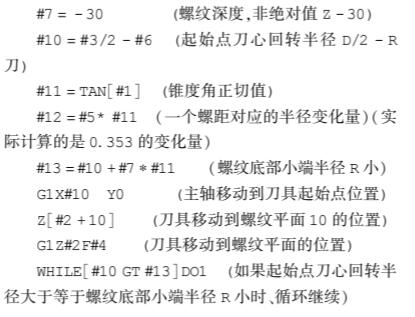
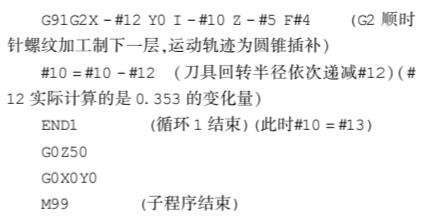
螺纹加工宏程序示意如图 1 所示。 锥度螺纹孔加工程序加工效果如图 2 所示。
图 1 螺纹加工宏程序图示意

图 2 锥度螺纹孔加工程序加工效果
这种宏程序编程方法可以控制锥度螺纹大小尺寸加工效率高尺寸表面粗糙度高程序可修改参数随意调整方便快捷但程序复杂加工前需要进行程序验证。
(3) 借助 CAM 编程软件进行锥度螺纹加工根据设计要求进行锥度建模保证大端或小端尺寸及锥度尺寸要求依据零件螺距 P 的技术要求画左旋或右旋螺旋线ꎮ进行螺旋曲线投影到锥度
模型上形成锥度螺旋线ꎮ进行锥度螺纹加工设置螺纹刀具、 转速根据固定轮廓铣的曲线进行曲线驱动加工进行锥度螺纹加工编程操作通过后处理形成 G 代码完成锥度螺纹加工如图 3 所示。
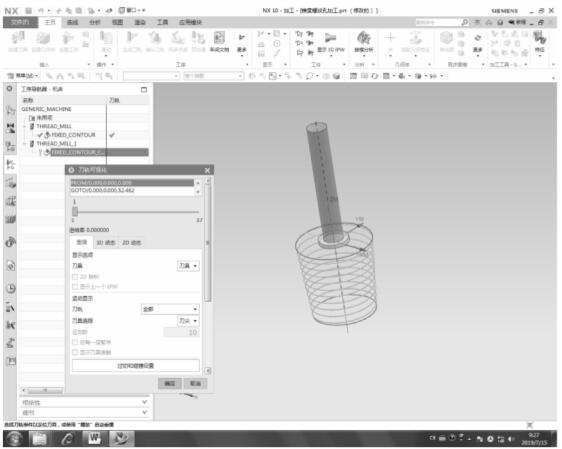
图 3 通过软件编程的内锥度螺纹加工
3、结语
加工中心加工异形零件上的螺纹效率高可以一次装夹加工多个形状和多个孔位的螺纹省去大量的工装夹具成本和装夹校正时间效率非常高对加工大螺纹异形零件是非常好的加工方法。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

