


摘要: 根据万能龙门导轨磨床实现高效高精密自动化加工的需要,研究开发了一种砂轮自修整系统。在建立砂轮及其修整参数化模型的基础上,依据万能龙门导轨磨床磨削过程推导了实现砂轮自动修整的运动轨迹表达式。在VC + + 环境中通过对ini 文件的读写操作实现对砂轮参数、系统配置参数动态记录和读取,实现砂轮全自动修整和磨床的高度自动化加工。
0 引言
在磨削过程中,砂轮的磨损经过了磨耗磨损、磨粒磨损、脱落磨损三个周期后,砂轮表面的磨粒会磨钝、磨粒与磨粒之间间隙被切屑堵塞、磨粒脱落不均匀等,为了得到好的表面光洁度和型面需要对砂轮进行修整。传统磨削加工中对砂轮进行修整大部分是通过手工进行,砂轮修整需要重新进行找正、加工。砂轮修整精度、自动化程度和生产效率都较低,对操作者的技能水平依赖性较高,实现砂轮自动修整是实现磨削高效、高精密自动化加工的关键 。根据某企业开发砂轮自动检测、自动修整、全自动化加工的高效高精密龙门万能导轨磨床的需要,研究了一种砂轮自修整系统。通过参数化建模方法,根据万能龙门导轨磨床的磨削工艺建立了周边磨头和万能磨头自动化修整的模型,推导出周边磨头修整器和万能磨头修整器修整轨迹的参数化表达式,可满足万能龙门导轨磨床自动测量→ 自动整修砂轮→ 自动粗磨→ 自动整修砂轮→自动精磨→自动整修砂轮→……可定制的循环自动化磨削加工工艺。
1 、周边磨头自动修整
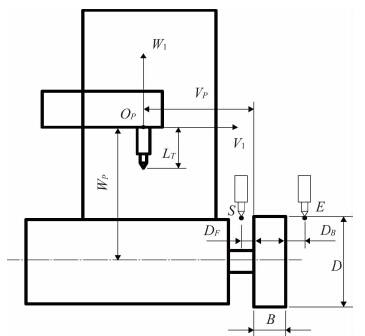
图1 周边磨头修整器示意图
如图1 所示为周边磨头及其修整器,周边磨头修整器采用两个轴分别控制砂轮径向和轴向运动实现砂轮的自修整。V1轴作水平运动控制周边磨头修整器轴向运动,W1轴作竖直运动控制周边砂轮的修磨量。假定P 点为砂轮修整器的参考点,Vp 表示修整器参考点与砂轮左端面的距离,Wp 表示修整器参考点与砂轮旋转轴线的距离。DF表示砂轮修整器起始点与砂轮距离,DB表示砂轮修整器退刀点与砂轮端面的距离,LT表示刀具长度。D 表示砂轮直径,B 表示砂轮宽度。根据周边砂轮结构及修整过程中修整器相对砂轮的运动,以P 点为原点,建立周边砂轮坐标系V1OPW1,可推导出周边砂轮修整器修整砂轮的参数化坐标方程。
2、万能磨头自动修整
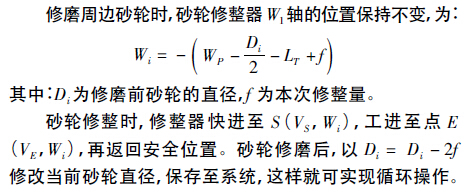
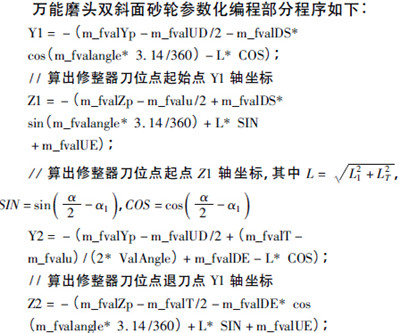
图2 为万能磨头及其修整器 。万能磨头修整器采用四轴对进行砂轮修整,可实现各种倾角的砂轮的修整。y1轴实现万能磨头修整器水平运动,z1轴实现万能磨头修整器竖直运动,A1万能磨头修整器角度转动,A2万能磨头修整器角度转动( 主要用途消除间隙) 。假设P 点为砂轮修整器的参考点,Yp表示参考点与砂轮旋转轴线的距离,Zp表示修整器参考点与砂轮的距离。D 表示砂轮的外径,B 表示砂轮宽度,u 表示斜面砂轮的端面宽度,表示V 型砂轮两斜面间的夹角。DS表示刀尖起始点与砂轮斜面距离,DE表示刀尖退刀点与砂轮斜面距离。L1表示刀位点到刀具轴线的距离,LT表示刀尖点到修整器转动轴轴线的距离。根据双斜面砂轮的结构及修整过程中修整器相对砂轮的运动,以P 点为原点,建立万能磨头砂轮修整坐标。
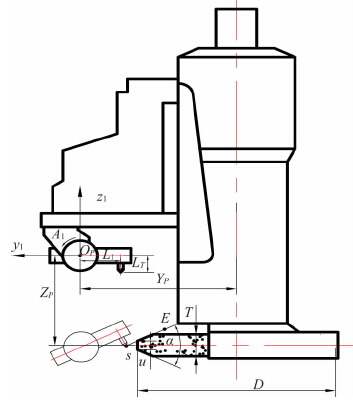
图2 万能磨头砂轮修整器各轴之间参数
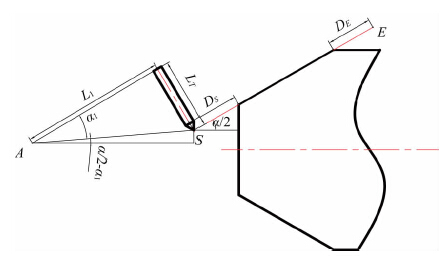
图3 刀位点与砂轮刀具之间参数关系
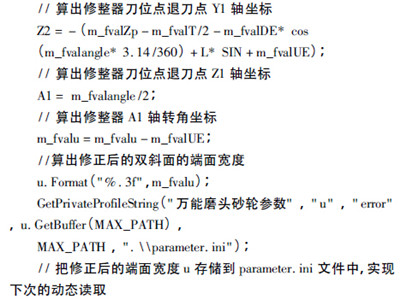
系Y1OPZ1。图3 为砂轮修整时刀位点A 与砂轮刀具之间的参数关系,由此可推导出万能磨头修整器修整砂轮的参数化坐标方程。在S 点时y1轴坐标为:

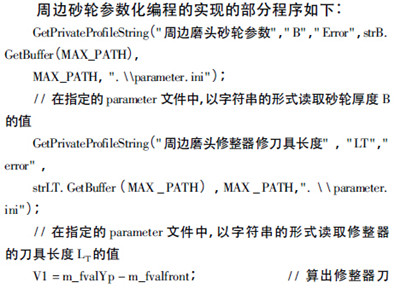
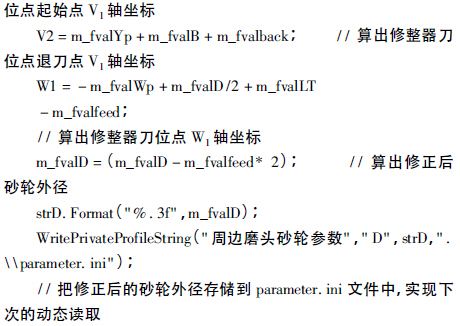
在VC + + 环境中通过对ini 文件的读写操作实现对砂轮参数、系统配置参数动态记录和读取[5,6]。根据以上两步提出的砂轮自动修整的运动轨迹表达式,动态计算出修整器修整时的参数化坐标。使用CstdioFile 类定义一个file 对象,调用其Open 函数打开NC 文件[7]。运用file 对象调用其WriteString 函数分别把字符串写入到打开的NC文件中就生成了砂轮的自修整程序。
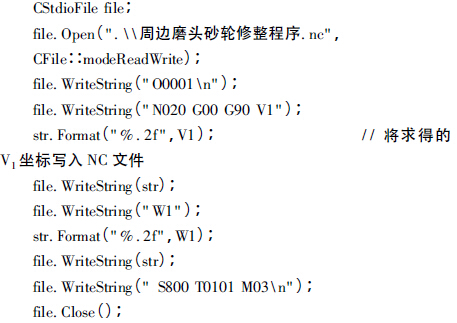
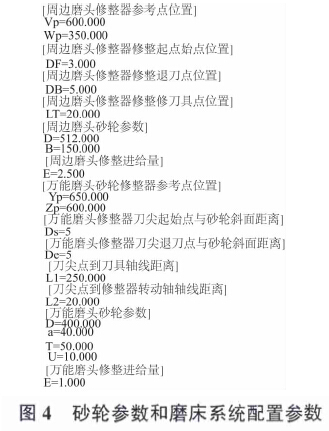
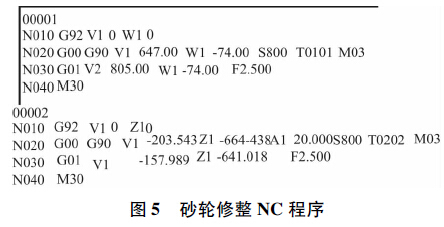
运行程序后,打开paramete. ini 文件可得到如图4 所示的砂轮参数和系统配置参数。参数化编程后,根据参数坐标的计算求解,生成砂轮修整器的数控NC 程序,如图5 所示。
4 、结论
在建立砂轮及其修整参数化模型的基础上,推导出实现砂轮自动修整的运动轨迹表达式。在Visual C + + 6. 0环境中通过对ini 文件的读写操作实现了对导轨磨床的系统配置参数以及砂轮参数的动态读取和记录,并且运用CstdioFile 类对数控NC 文件的读写操作,自动生成砂轮全自动修整的数控NC 程序,从而实现砂轮全自动修整和提高磨床的自动化加工水平。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

