


摘要: 砂轮不平衡是磨床振动的主要原因。为了在线调整砂轮的平衡状态,提高磨床的磨削精度,介绍一种新型的气压液体式在线自动平衡系统。该平衡系统利用压缩空气驱动平衡液在位置相对的储液腔间进行质量转移,改变平衡盘中的液体分布,进而实现砂轮平衡状态的在线调整。通过对装置平衡性能的分析,认为该类装置具有平衡速度快、平
衡能力线性度好的优点。最后经过实验验证,该装置在5 500 r /min 的转速下,将系统不平衡振动从10. 2 μm 降至0. 37μm,振幅下降比例达95%以上。
在机械加工过程中,机床自身的振动会严重影响机床的加工精度和加工效率。对磨床而言,振动会使被磨工件产生表面波纹和增大工件的表面粗糙度,影响工件质量; 且振动会加剧砂轮自身的磨损,导致砂轮频繁地修整与更换,影响加工周期。
砂轮不平衡是导致磨床振动的主要原因。即使在磨削前预先对砂轮进行过动平衡,但在磨削过程中,冷却液的不均匀吸附和砂轮的不均匀磨损均会导致砂轮不平衡量的再次产生,且该不平衡量随着磨削过程逐渐增大。不平衡量所产生的离心力与砂轮转速的平方成正比,对于高速和超高速的磨床,即使极小的不平衡量,也会产生非常大的离心力,严重影响磨床的正常运行。因此,为了获得更高的加工精度和加工效率,在磨床上加装在线自动平衡系统是非常必要的。目前,该类产品主要有电机式[1]、电磁式[2 - 3]和注液式[4 - 5]三种,由国外的Schmitt 和Dittel 等公司生产; 国内也有很多学者进行了相关研究,但均尚处于研发阶段,未见到成熟产品[6 - 8]。在本文中,重点介绍了一种新型的气压液体式在线自动平衡系统[9],并对该系统的平衡性能进行了理论分析,最后通过实验,验证了该类系统的性能。
1 、平衡原理
气压液体式平衡装置属于液体式平衡装置中的一种。在设备安装前,需要在两组位置相对的储液腔中预先充入平衡液体。平衡过程中,通过向指定储液腔充入压缩气体,驱动平衡液在相对储液腔间转移,改变平衡盘中液体的质量分布,进而实现对砂轮的在线自动平衡。
整个平衡过程中,不需要外界注入或向外界排出平衡液,平衡液仅在密闭的储液腔间进行定向转移。
与已有的注液式平衡装置相比,该气压液体式平衡装置因摆脱了注排液这一过程,具有以下几点优势:
( 1) 在整个平衡过程中,因平衡过程可逆,所以整个装置可以始终保持最大的平衡能力;
( 2) 平衡液在封闭的环境中工作,损耗接近于零,因此可以根据实际应用的需要任意选择适用的平衡液;
( 3) 采用高稳定性平衡液做到长期洁净无沉积,可以使用更细的管径,从而减小液体的最小可控转移量,使得平衡精度更高;
( 4) 选用高密度平衡液,在平衡盘体积一定的情况下,可以得到更大的平衡能力;
( 5) 平衡状态具备停机保持功能。
2 、结构设计
气压液体式自动平衡装置由平衡盘和气源分配器两部分组成,如图1 所示。
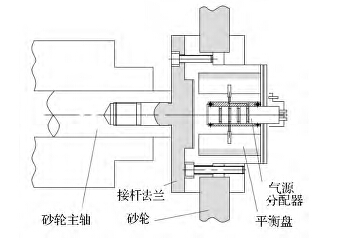
图1 平衡装置结构简图
2. 1 平衡盘
平衡盘固定在砂轮主轴上,和主轴同步旋转。平衡盘内部对称分布4 个扇形储液腔,预先充入平衡液。在储液腔的一侧盖板上加工气体和液体流道。其中,注气流道4 条,分别对应4 个储液腔,由4 台两位三通电磁阀控制通断。连通流道2 条,分别对应两组位置相对的储液腔。连通流道的两端均位于储液腔的最大半径处,连通流道中心点所在半径最小。当压力气体进入某一储液腔并达到预定压力后,平衡液将通过连通流道被压入对侧储液腔,实现了平衡液的定向转移。
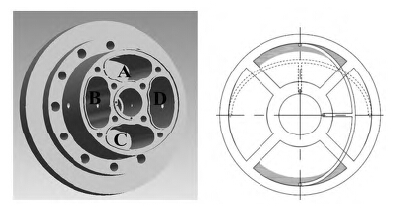
图2 平衡盘结构简图
2. 2 气源分配器
气源分配器的主要功能是实现压缩空气从静止气管到旋转储液腔间的传输。根据安装位置和注气方向的不同,该分配器的具体结构可以有多种形式。以轴向注气的分配器为例,该结构包含定子、中间套和前后轴承四部分,其中,定子和两轴承的内圈均静止不动,中间套和两轴承的外圈同平衡盘一起同步旋转。压缩空气由定子引入,经定子外壁上的4 道环槽可以进入中间套的4 个进气孔,继而通过中间套内的4 条进气流道最终将压缩空气导入对应的储液腔。中间套与储液腔内壁过盈配合,中间套与定子之间留有十几微米的间隙。前后两轴承可以保证在这样小的间隙下转子正常旋转。定子采用软支撑的方式固定,设备运行过程中,前后轴承仅承受定子的自身重力和随动的简谐激振力。
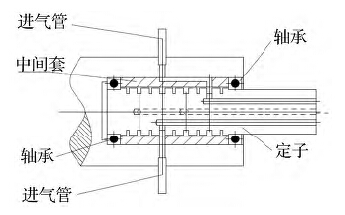
图3 气源分配器结构简图
3 、平衡性能分析
3. 1 单腔注液
对于普通单个扇形储液腔,储液腔内注入的平衡液质量m 可由下式计算得出:
![]()
式中,ρ 为平衡液密度,B 为储液腔厚度,θ 为扇形储液腔对于圆心角,R2为储液腔外径,R'1为储液腔液层内径,储液腔结构如图4所示。
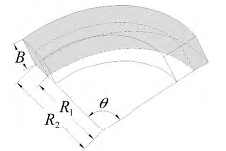
图4 储液腔结构简图
储 液腔平衡能力U 由下式计算得出:

以R'1为中间变量,得储液腔平衡能力U 和腔内注入平衡液质量m 的关系为:
![]()
公式两边同时对m 求导,得到储液腔平衡能力和单位液体质量的关系为:
![]()
3. 2 对腔转移
气压液体式平衡装置在压缩气体驱动平衡液转移时,相对位置的两储液腔同时动作,对应平衡液在两相对储液腔间做一增一减的流动。所以在分析转移质量和平衡能力的关系时,两相对储液腔需同时考虑。以A、C 两相对储液腔为例: 平衡装置启动前,两腔储液量相同; 平衡过程中,在C 腔注入压缩空气,驱动平衡液向A 腔流动,直至C 腔液体全部转移至A 腔。因平衡液在转移过程中无损耗,所以C 腔储液量的减小量等于A 腔储液量的增加量。设A 腔的实际储液量为MA,其中初始储液量为mA,液体转移量为m; C 腔的实际储液量为MC,其中初始储液量为mC,液体转移量为m。则六个参数的关系为:mA = mC; MA = mA + m; MC = mC - m将液体转移量的公式代入上式,得
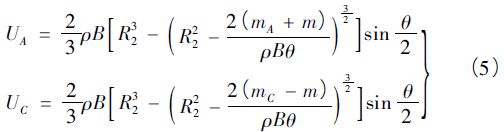
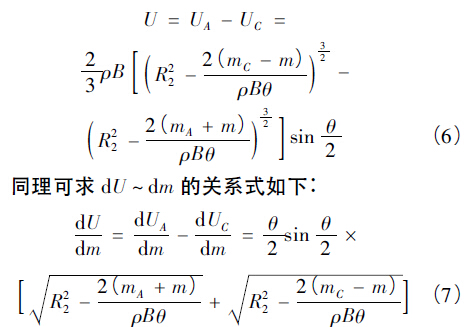
所以该组储液腔的总平衡能力U 和液体转移量m的关系为
3. 3 性能对比
气压液体式平衡装置因为其对腔转移的平衡方式,使得平衡能力与平衡质量的关系发生了变化。在本节中,利用实验用储液腔的基本参数,对该种平衡方式和传统单腔注液方式进行定量对比。储液腔的基本参数如表1 所示。

表1 储液腔基本参数
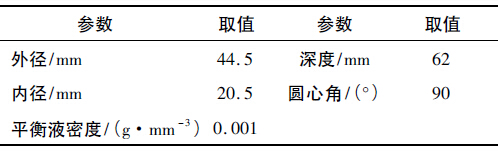
表2 平衡性能对比结果
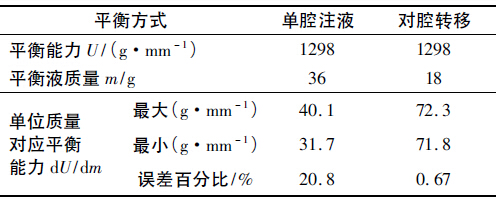
由上表知,形成相同的平衡能力,对腔转移的平衡方式所需转移的平衡液质量仅为单腔注液所需注入平衡液质量的一半; 在对腔转移过程中,单位质量液体对应平衡能力基本不变,而在单腔注液过程中,单位质量液体对应平衡能力具有较大偏差。从该结果可以看出,和传统单腔注液的平衡方式相比,对腔转移的平衡方式具有平衡速度快、平衡能力线性度好的优点,有利于平衡系统控制精度和控制速度的提高。
4 、实验研究
为了验证气压液体式自动平衡装置的平衡效果,在卧式磨削试验台上进行了相关实验。
试验台所用电主轴为磨削专用电主轴,功率9 kW。所用模拟砂轮的规格为250 × 127 × 20。模拟砂轮由左右两砂轮法兰夹紧,固定在电主轴上。平衡盘和砂轮左法兰加工成一体,位于砂轮盘的内部,便于更好地平衡系统由砂轮不平衡带来的振动。平衡盘外径100mm,内含储液腔深60 mm,所用平衡液为硅油,设计平衡能力为1 356 g·mm。在平衡盘的端部加工一凸台,利用接近开关测量试验台转速和振动相位。平衡盘的长度大于砂轮和砂轮法兰的安装尺寸,高出的部分用于作为位移传感器的测量面,因为该测量面非常接近砂轮,且随砂轮同步旋转,所以可以直接的反应砂轮的实际振动。该实验装置如图5 所示。
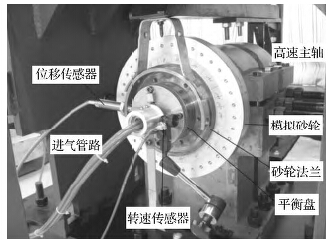
图5 平衡系统实验装置
在实验过程中,设定系统允许的振动幅值为0. 4μm。当系统的振动幅值超出该设定值后,控制器输出控制指令,进行自动平衡操作。因实验装置的临界转速为7 000 r /min,所以本文仅在临界转速以下做了自动平衡实验,所选转速分别为3 000 r /min,5 000 r /min和5 500 r /min,分别对应砂轮线速度为39 m/s,62 m/s和72 m/s,具体平衡效果如图6 所示。
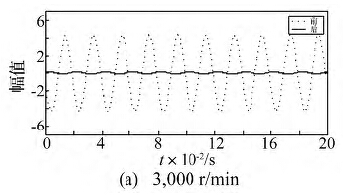
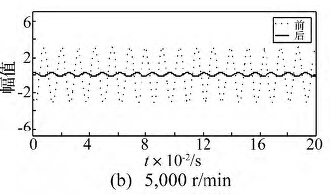
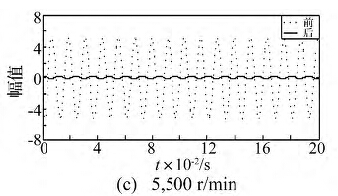
图6 平衡效果图
在3 000 r /min 的转速下,系统初始振动幅值为8. 3μm( P - P) ,经过自动平衡后,系统振动幅值降低至0. 35 μm( P - P) ,振幅下降比例达95. 6%; 在5 000r /min的转速下,系统初始振动幅值为6. 5 μm( P - P) ,经过自动平衡后,系统振动幅值降低至0. 36 μm( P -P) ,振幅下降比例达94. 5%; 在5 500 r /min 的转速下,系统初始振动幅值为10. 2 μm( P - P) ,经过自动平衡后,系统振动幅值降低至0. 37 μm( P - P) ,振幅下降比例达96. 4%。从此实验效果可以看出,本文所介绍的
平衡装置在3 种工况下均可有效的降低系统振动幅值,平衡性能可靠。
5 、结论
在本文中,介绍了一种新型的气压液体式自动平衡装置。该类平衡装置具有平衡速度快、平衡能力线性度好的优点,有利于平衡系统控制精度和控制速度的提高。建立了卧式转子试验台,对该平衡装置的实际平衡效果进行了实验验证。在3 000 r /min、5 000r /min、5 500 r /min 三个转速下,分别进行在线自动平衡实验,均可有效地降低系统振动幅值,系统振动幅值下降比例均在90% 以上。实验结果表明,该平衡装置的平衡性能可靠,具有广泛的应用前景。
由于本实验目前的研究重点在于验证该平衡装置的可行性和可靠性,下一步将考虑将该平衡装置应用到实际磨床上,研究该平衡装置在磨床上的在线自动平衡效果以及该装对被磨工件表面质量的改善效果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

