


轧辊磨床的数控化应用技术
2021-2-18 来源: 贵阳险峰机床有限责任公司 作者:苟大维,徐新力,秦东,龙合昌
摘要:轧辊磨床是一种金属切削机床,广泛应用于钢铁、有色、造纸等行业,随着各行各业制造工艺要求都不断提高,轧辊磨床的磨削修复难度较大,加工复杂度较高,对轧辊磨床提出了更高的数控化要求。选取西门子公司 SINUMERIK 840D sl数控系统为平台,以 MK8463 轧辊磨床为研究对象,介绍了数控轧辊磨床的系统配置、工作原理、硬件设计以及功能特点等。
关键词:轧辊磨床;数控化改造;技术应用
0 引 言
随着我国经济社会的快速发展和科技水平的不断提升,工业化进程不断加快,轧辊磨床作为满足特殊工艺要求的重要工业生产设备,广泛应用于钢铁产业、有色金属冶炼产业、造纸印刷产业等诸多工业的生产过程。然而,在实际加工的过程中,高温氧化、机械磨损等诸多原因往往会造成轧辊磨床几何精度有所下降,需要周期性地对轧辊磨床的运行进行科学修复,最大限度地避免轧辊磨床在磨削轧辊时的精度和磨削效率下降而引起的轧辊磨床生产质量和工艺效率的降低。但是,在轧辊磨床中高磨削、中凹磨削以及锥度磨削等重要部件所涉及的机械结构较为复杂,零部件较多,轧制工艺所要求的轧辊辊面母线曲线加工难度较大,工业生产误差难以控制。在此背景下,选取 SINUMERIK 840D sl 数控系统作为平台,以贵阳险峰机床有限责任公司生产的 MK8463轧辊磨床为研究对象,对轧辊磨床进行全新的数控化设计,不断提升轧辊磨床应用效率。
1、轧辊磨床概述
轧辊磨床是钢铁产业生产线的重要配套设备,其磨削精度、磨削效率的高低会在极大程度上直接影响钢材生产过程轧辊质量和实际生产效率。在实际轧制钢板的过程中,高温氧化或机械磨损等诸多原因往往造成轧辊辊面面积减小、轧制精度下降,因此,钢材生产工作人员需要定时定期对轧辊辊面进行磨削修复。与此同时,轧机工作辊和支撑辊辊面还需要按照一定排列方式实现耦合匹配,因此,在轧辊磨床的磨削轧辊的工作过程中,轧辊磨床数字控制系统根据轧辊面母线的数学模型,计算出砂轮在多种负荷运动条件下对辊面金属的磨削程度有较大影响,从而根据该磨削程度对轧辊辊面进行科学修复。轧辊磨床在线测量系统主要将测量数据实时反馈给轧辊磨床控制系统,由控制系统对轧辊磨床机床发出对应的闭环控制指令,实现对整个轧机生产过程的精密管理和科学控制,图 1 即为轧辊磨床电控系统连接示意图。
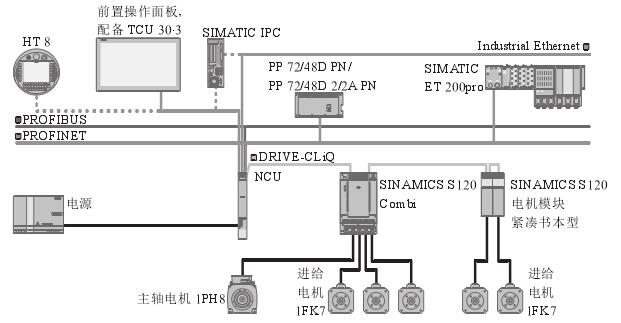
图 1 轧辊磨床电控系统连接示意图
通常情况下,轧辊磨床的结构形式主要包括工作台移动结构形式和砂轮架移动结构形式等两大类。当轧辊磨床的被打磨工件实际直径小于 630 mm 时,可采用工作台移动结构模式布置轧辊磨床;而当被磨工件的实际直径大约 630 mm时,则应该采用砂轮架移动结构形式布置轧辊磨床。同时,在轧辊磨床结构上,还应配置相应的车削拖板等特殊零部件,保证轧辊磨床前导工序的顺利加工。在轧辊磨床和其他磨床的机械结构对比方面,轧辊磨床的显著特点是拥有中高机构,轧辊磨床的轮廓曲线是借助磨床中高机构实现的。目前,在国外的轧辊磨床中,中高机构采用各种各样的结构形式,凸轮杠杆结构形式的实际使用范围最广。但与此同时,尽管轧辊磨床机械结构中的中高结构能够有效满足轧辊磨床轧辊轮廓的精度要求,但中高机构的实际构造较为复杂,传动链较长,整个工艺调整过程较为麻烦,且轧辊磨床砂轮架大多为三层架构形式,实际刚性较差,因此,国外部分轧辊磨床也采用 CNC 设备对其中高机构进行改良优化。
2、轧辊磨床的数控化改造技术
2.1 系统组成与工作原理
通常情况下,轧辊磨床大多为金属切削机床,主要由床身、头架、尾架、中心架、磨头、电气数控系统等重要部分组成,可以进一步将其划分为承载系统、驱动系统、磨削系统和控制系统等四大子系统。在轧辊磨床的工业生产过程中,头架、尾架和中心架支撑轧辊磨床工件,由头架实现相应的驱动旋转功能,数控系统则进一步根据轧辊磨床轧辊表面母线的数学模型和参数信息控制轧辊机床做多轴复合运动,进而在轧辊磨床实际生产运动过程中实现砂轮对轧辊表面的磨削控制。
为了实现对轧辊磨床的数控化精确控制,依托于轧辊表面轮廓曲线相关原理及其参数信息,对数控系统的 Z 轴、X轴、砂轮和工件转动进行管理,满足轧辊磨床工作精度要求。但是,由于轧辊磨床工业生产过程中的轧辊轮廓曲线变化幅度较大,横向精度要求较高,因此,在 X 轴方向必须建立闭环系统控制轧辊磨床运动轨迹,弥补数控系统中对测量丝杠的误差。在轧辊磨床的磨削过程中,由于砂轮磨损程度随着砂轮材质的变化和工件材质的变化有所区别,数控系统并不能保证砂轮切削量的固定不变,故而会在一定程度上降低轧辊磨床砂轮生产效率。此外,轧辊磨床刚度较低,甚至受周围环境影响较大,系统的不稳定会造成轧辊磨床在 Z 轴方向的爬行。因此,为了克服上述轧辊磨床工业生产缺陷,需单独控制轧辊系统中的 Z 轴和 X 轴,利用数控系统能控制Z 轴、X 轴以及砂轮、工件的精确化转动,以在 X 轴方向建立闭环系统的方式不断提升轧辊磨床 X 轴方向的运动精度。
2.2 硬件设计
根据上述分析及轧辊磨床设计理论,在对轧辊磨床进行数据化改造过程中,选择西门子 840D s1 系统一套,键盘、机床操作面板接口模块、机床操作面板、单轴交流伺服控制和驱动等各一套,可编程控制器接口模块和全数字式直流调速装置各两套,轧辊磨床纵向运动轴、横向运动轴、中高机构偏心运动轴和中凹机构偏心运动轴等运动轴的交流伺服电机三个,更包括工件砂轮拖动电机、电子手轮和电源等诸多设备。
2.3 功能特点
在轧辊磨床辅以西门子公司 840D s1 数控系统后,轧辊磨床纵向运动轴、横向运动轴、中高机构偏心运动轴、中凹机构偏心运动轴等数控轴能在小范围内采用移动手持单元进行科学控制,既能够设置相应的快速点动功能,又能借助西门子公司 804D s1 数控系统的电子手段定量调控,操作方便,简单快捷,有效提高了轧辊磨床工业生产效率。首先,在此过程中,以适应轧辊磨床内置数据信息特质而设计开发的专业分析程序,能在输入少量轧辊磨床参数信息的基础上开展砂轮对轧辊表面的磨削工作,使轧辊磨床基层操作专业复杂度大幅度降低,普通员工即可完成,更能够借助现代社会发展较快的智能机器人实现轧辊磨床砂轮对轧辊表面的磨削,无需专业人员再次安装程序和编写控制程序。
其次,轧辊磨床在配备西门子公司 840D s1 数控系统后,能够有效编程和存储任意组正弦曲线、CVC 曲线、锥度曲线、倒角曲线等磨削数学模型和磨削曲线数据,能够编程和存储任意组磨削工艺参数和任意组砂轮修整工艺参数,极大限度地提高了轧辊磨床工艺设备参数信息修改便捷性。再者,在具备 840D s1 数控系统的轧辊磨床专用编程界面,能够使磨削曲线和工艺参数编撰更加简单明了,能够借助轧辊磨床数控系统对磨削过程中的操作界面参数信息进行修改,使磨削工序能够按工艺参数信息编号组合,有效提升了轧辊磨床生产效率。
最后,轧辊磨床配备西门子 840D s1 数控系统后,机床具备断电回退保护功能。当轧辊磨床发生安全事故或处于断电状态时,能够有效利用其数控中心控制系统保护轧辊磨床机构动作,使轧辊磨床砂轮和工件间保持一定距离而保护工件。同时,轧辊磨床数控系统还具备完善的专家诊断系统,能够及时为轧辊磨床操作者提供更加有效的预警信息和提示信息,为轧辊磨床检修与维护工作人员的运维 管理工作提供一定参考。此外,配备西门子840D s1 数控系统后,具备磨削曲线参数、工艺参数以及工艺流程等的显示功能,能够实时显示当前轧辊磨床磨削切面的相关参数,最大限度地使轧辊磨床操作者了解磨床磨削情况。借助 804D sl 系统的无电池、无风扇运转、有效伺服电机无电刷等特色,保证数控磨床系统和伺服电机检修次数有效降低,更能够借助轧辊磨床所采用的电气控制元器件,保证轧辊磨床工作可靠性、精确度与科学性的大幅度提升。
3 、 结 论
将配备西门子公司 840D s1 数控系统的轧辊磨床投入生产使用,对工业生产过程进行科学控制时,能够有效借助伺服电机拖动方式大幅度简化轧辊磨床机械结构,从而有效缩短轧辊磨床机床工件制造时间,有利于轧辊磨床工件生产成本的大幅度降低。同时,配备 804D s1 数控系统的轧辊磨床,其磨削精度较传统模式下的机械式磨削精度有着较大幅度的提升。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

