



摘 要: 介绍了一种将普通车床改造为用于法兰盘上钻孔专机的方法及其应用效果。该专机以普通车床为基础,改装了机械结构和机床电气,并进行了数控化改造,编写数控钻孔宏程序。通过现场加工,该钻孔专机运行稳定可靠,加工质量好,达到了节约成本、提高效率的目的。
关键词: 法兰盘钻孔; 数控改造; 钻孔宏程序
机床是制造业进行生产加工的主体[1]。自“可重构制造系统”[2]被提出以后,模块化机床、模块化控制器、开放式体系结构原理、模块化机床与模块化控制器集成等都陆续形成体系。同时绿色机床加工系统的研究已经成为绿色制造领域的一个热点[3 - 4]。其中对现有大量的生产机床进行再制造与技术提升可实现一机多用,这也是可重构机床的一个研究核心。这种改造,提高了生产效率,同时减少了生产成本。
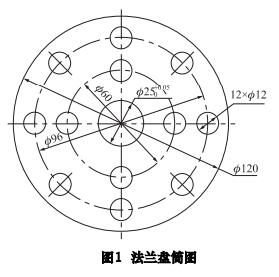
某公司生产的 FEQ 法兰盘尺寸形状如图 1 所示,十二个 12 mm 孔沿 60 mm 和 96 mm 两个同心圆周分布,法兰盘外径 120 mm,厚度为 8 mm。由于该公司没有数控铣床和加工中心,钻十二个 12mm 孔的工序一直是使用立钻和专用钻夹具,由人工操作完成。随着生产批量的增加,该工序人工操作的产量已经无法满足生产需要。笔者经过与公司技术人员研究,因地制宜,根据公司现有设备条件,在普通车床的基础上研制出法兰盘钻孔专机,以节约生产成本、提 高 效 率,达到投入与产出的最佳比值。
1 、钻孔专机整体设计
法兰盘钻孔专机以 C6136 普通车床为母体进行改造而来,其整体改造方案如图 2 所示
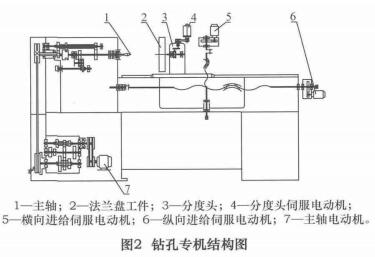
( 1) 对车床主轴、纵向及横向进给方向的导轨进行检修,保证其机械精度。
( 2) 拆除小拖板和刀架,在中拖板上加装一个中心高度为 80 mm 的万能分度头。安装时要保证分度头主轴轴心线与车床纵向进给方向平行,并加垫块保证分度头中心与车床主轴中心等高。确定好位置后,以螺栓在中拖板 T 型槽内固定,使其不再移动。
( 3) 保留主轴电动机、冷却泵电动机。拆除车床纵向和横向的进给手柄,将普通丝杠更换为滚珠丝杠副,纵向丝杆导程 6 mm,横向丝杆导程 4 mm,并选配适合的伺服电动机与驱动单元,分别控制车床纵向和横向进给; 拆除分度头手柄,选配适合的伺服电动机与驱动单元用以控制分度头转动。
4) 增加相应的电路,采用国产经济型数控系统实现控制目的[5 - 6]。
2、 钻孔专机控制设计
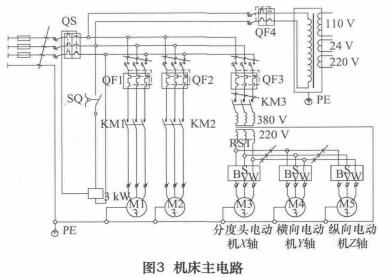
根据机床控制要求,其主电路如图 3 所示。在主电路中,保留原有的总电源 QS,主轴电动机M1,冷却泵电机 M2,以及相关电路。增加分度头电动机 M3、横向进给电机 M4、纵向进给电机 M5,以及相关断路器、变压器( 380 V /220 V) ,另外增加控制变压器为数控系统和控制电路提供 220 V、110 V、24 V 电源。
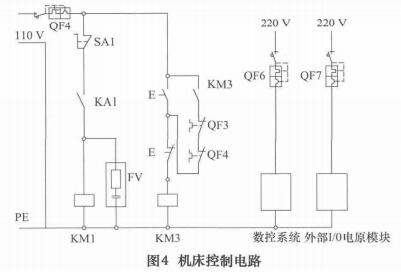
控制电路如图 4 所示,KM1 实现主轴电动机正转,加限压保护器件 FV,SA1 为紧急制动主轴的手动旋钮;QF6 负责数控系统电源,QF7 负责外部 I /O 电源模块。
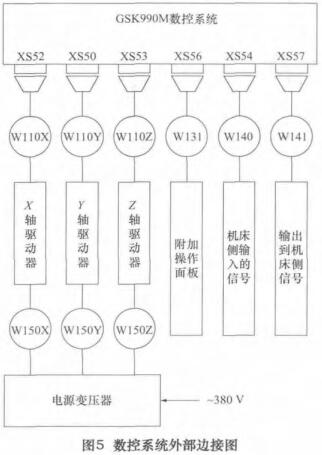
数控系统选用广州数控 GSK990M 经济型数控系统,具有良好的性价比,可实现 3 轴联动,具备直线插补、固定加工循环等功能,支持 RS232 和 USB 接口,实现文件传输。
3 、钻孔宏程序
根据钻孔工艺,机床主轴用三爪卡盘夹持 12mm 钻头,法兰盘工件以 25 mm 孔定位装夹在分度头上。以分度头中心和法兰盘端面为工件坐标系原点,工进→钻孔→工退→分度头转→再次工进,重复 4 次,编写钻孔程序如下:
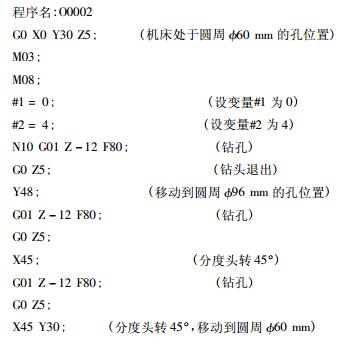
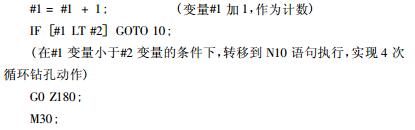
以上钻孔程序还可根据法兰盘的尺寸、孔分布圆周大小和角度、孔深度尺寸,对程序中的相应参数和变量进行修改,结构简单,灵活性好[10 - 12]。
4 、结语
根据公司现有设备条件,利用普通车床进行相关的机械和电气改造,采用国产经济型数控系统实现其控制功能,得到的法兰盘钻孔专机具有工作稳定可靠、成本低廉、性价比高等优点。钻孔宏程序简单清晰,充分发挥了机床性能。在实际生产中,钻孔专机工作效率高,操作简单方便,为公司节省了人工和设备成本,创造了良好的效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

