



一种数控火焰切割系统的升级改造及应用
2020-10-3 来源:山推工程机械股份有限公司 作者:吴方元 汪远平 孙世忠
摘要:本文主要论述工程机械数控火焰切割设备手动控制切割运动系统的升级改造,通过设备运行中存在切割运动不稳定性问题进行分析,结合设备原控制电路、气路图纸及原理,提出用欧姆龙触摸屏及可编程控制器来代替手动摇头按钮及继电器控制的解决方案,并通过实验取得圆满成功,提高了切割过程中割枪运动的稳定性和可操作性。
关键词:数控系统 火焰切割 系统改造 控制运动
随着数控火焰切割设备在工程机械钣金下料中的广泛应用,后因技术革新,数控设备升级换代速度快,针对已经使用近10年的某公司数控火焰切割设备对割枪运动控制仍采用20多个继电器控制,导致控制信号相互干扰、稳定性差,时常存在割枪运动不稳定,无形中增加了设备故障率,特备是在对信号线路检测查找的问题上由于线路繁多并且安装位置空间狭小根本无法查找具体的接点位置
和信号,浪费大量时间。因此,本文根据现场问题调研分析,给出解决方案。
1 、设备故障现状
该数控火焰切割设备使用近10年,原系统控制通过20多个手动摇头开关及20多个继电器来控制割枪在切割过程中的运动及其它配合功能,主要功能包含:6把割枪的同时及单独升降、点火、预热、切割、水冷却、连锁等功能。在运动过程中,需要时不时的调节手动控制按钮来控制割枪运动高度、火焰接触板面的位置等。因手动控制按钮频繁使用,经常自然损坏(如图1),继电器在无规律控制下频繁吸合导致接触不良、产生干扰信号,进而导致割枪在切割过程中的运动不受控制;影响操作人员的操作,切割气体控制不稳定,枪体动作断续,维修排除问题原因困难,有时查找故障线路需要几天时间,设备故障率高。
2、升级改造方案及实施
通过现场问题分析及结合原设备控制电气、气路图纸,制定此类设备数控控制系统的升级改造方案。
2.1 分析原电路、气路控制原理
原操作控制过程,切割系统准备好切割条件后,通过检测手动控制按钮输入信号通过继电器 传入到伺服驱动,伺服驱动通过继电器把信号反馈给切割系统;手动控制面板的主要功能:6把割枪的同时及单独升降、点火、切割气体控制及检测反馈、高低压切割及预热、水冷却开启、此过程中的信号连锁等功能。统计各控制信号输入点共计32个,输出点31个。
2.2 欧姆龙触摸屏及PLC应用
考虑到欧姆龙发挥在自动化领域丰富的实绩优势,从简单到复杂、高精度控制,提供各种产品以满足广泛需求,CP系列内置功能及高扩展性,与上位机的兼容性,既可实现小规模控制,由能提供整体解决方案,根据现场及未来规划需求,选择如图2所示的控制方案。结合分析的控制电路选择合适的触摸屏及PLC。目前手动控制摇头按钮,操作起来不方便,自然损坏率高,采用触摸屏控制方便快捷,提高其智能化、人性化操作。
欧姆龙触摸屏选择,因原手动控制面板空间有限,经测量安装空间可选着7寸屏、长寿命LED背光源、S232串行、USB及Ethernet通信接口,选着win7 32位系统等相应的附件备件;可编程控制器(PLC)选择,输入24V继电器型、输出晶体管型、可扩展单元模块、电源的使用电容充电型延迟回路。

图1 手动控制面板
2.3 具体方案
2.3.1 触摸屏选型及编程
采用欧姆龙NB7W-TW01B触摸屏代替手动控制的摇头按钮(如图3),采用NB-Desigener Ver.1.49触摸屏编程软件设计编程,利用触摸屏编程控制、结合系统控制、可编程控制器、伺服控制实现联合控制功能;根据设计电路图纸,按照触摸屏编程思路及方法,结合实际操作实现触摸屏操作合理化、人性化布局,并与PLC建立信号传递功能的对接。
2.3.2 PLC选型及链接
采用欧姆龙可编程控制器PLC,型号CP1H-X40DR-A(24点输入、16点输出)及扩展输入输出单元模块CP1W-40EDR(24点输入、16点输出)代替多个继电器(如图4),通过PLC控制信号,可以方便快捷判断信号故障问题点,实现连锁控制。
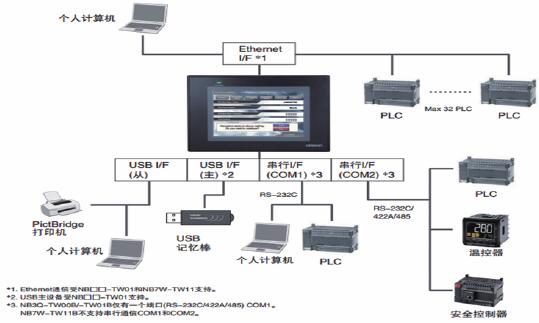
图2 触摸屏及PLC链接控制方案图
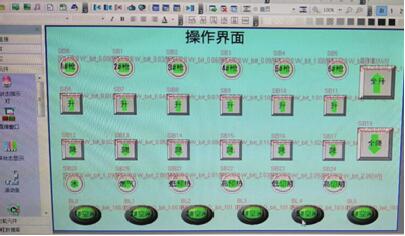
图3 欧姆龙触摸屏编程界面
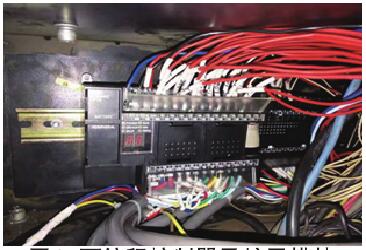
图4 可编程控制器及扩展模块
2.3.3 电路图设计及PLC编程
根据现场及操作控制功能设计出电路图及采用CX-Programmer 7.3编写PLC程序,实现各功能控制。
2.3.4 接线及标准化
各种电器元件链接采用国家标准化安全一级要求进行,对各信号控制功能线进行打标,便于根据PLC故障点反馈进行检测维修。
2.3.5、 现场切割实验
在实际改造过程中,根据制定好方案及逻辑顺序施工,改造完后,经过多次检查确认无误后通电实验;先是经过多次空行切割试验后,进行实际钣金切割,减少实验成本,经过实验效果良好。
3、升级改造后效果确认
经过系统安装调试后,该数控设备试运行一个月后,原割枪运动及控制不稳定性问题得以解决,圆满实现了原有的系统功能,并增设了设备运行监控信号及反馈功能,提高维修效率80%。
4、 结语
升级改造后的控制系统,因自主触摸屏编程及设计人性化界面,用触摸屏替代20多个手动摇头开关,提高操作的灵活度和设备的智能化;可编程控制器具有较高稳定性,改造完成后用控制器程序代替了所有中间继电器,取消复杂接线问题并保留原有所有功能,而且可监控所有输入输出信号达到故障点精确定位目,降低了设备故障率、提高维修效率。下一步,将对其他三台类似的数控火切割设备进行批量升级改造。并且为将来其他设备升级改造提供的很好的借鉴作用,另外,通过本次改造也对后续设备联网运行、智能化控制、数据采集留有数据接口,为实现设备运行自动化、数字化、智能化提供了条件。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

