



西门子 840DSL 系统机床可多点换刀的控制实现
2020-11-19 来源:汉川数控机床股份公司 作者:任德勇 王 恒
【摘要】: 通过对西门子 840DSL 系统的刀具管理、分度轴及 PLC 控制轴等功能的应用,实现了在动梁式龙门机床刀库上的多个点位置换刀控制。
数控动梁式龙门加工中心为机电一体化、技术密集型的一种产品。作为大型龙门式数控机床,适用于箱体类或大中型零件等复杂零件的加工,可广泛应用于国民经济的各行各业,特别是军工、航空航天、汽车制造业和模具行业等。该机床由于刀库换刀机械手是安装在横梁上的,而横梁又是可以根据实际的加工上下移动的,随着横梁的上下移动,横梁停在任意位置时,刀库都要求能够完成自动换刀,这样就使得机床的找刀和换刀控制变得比较复杂。同时,由于该机床功能较多,操作也就比较复杂,对刀库的控制需要考虑机床操作的简便性。如此,针对此类刀库探索出了多点位置换刀的一种控制实现方法。
1、刀库结构及工作原理
刀库结构如图 1 所示。刀库电机采用西门子伺服电机(电机编码器为绝对编码器),刀具容量为 N=50,刀库相邻刀套的间距 S1=100mm,机械手为换刀机构,随横梁上下移动。
通过刀库伺服电机的正反转实现刀具的选择,由刀库机械手的左右和旋转移动将新刀具装入主轴,旧刀具还回刀库,以此来完成机床的自动换刀。根据刀库结构及其换刀动作特点,该刀库采用固定换刀。卸刀油缸用于刀库的手动装卸刀。
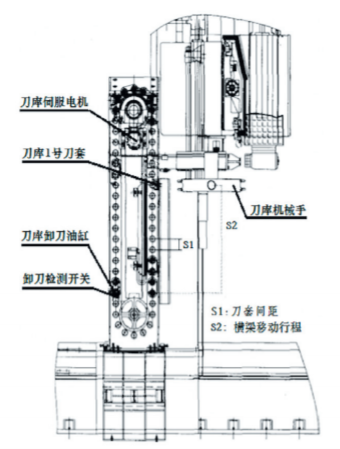
图 1 刀库结构
2、机床刀库多点换刀控制流程及原理
由于动梁龙门机床的横梁是可以上下移动的,横梁停在任意位置时,刀库换刀如果仍然像普通刀库一样,在固定位置换刀,那么每次换刀就需要将横梁移动到固定的换刀位置,延长了机床的换刀时间,降低了机床的生产效率。故而可考虑在如图 1 刀库结构图所示的机床横梁移动行程 S2 内设置多个换刀点位置,换刀时,只需随横梁的位置就近确定换刀位置即可。刀库多点换刀控制的流程如图 2 所示。
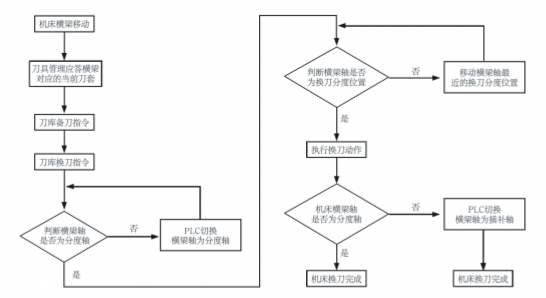
图 2 多点换刀控制流程
实现刀库的多点换刀控制,关键在于横梁的多个换刀位置与刀库多个刀套的对应。伺服刀库通常设置为旋转分度轴,刀库旋转时,每次都会停止在一个完整的刀套位置上,能有效保证刀库操作的执行,譬如卸刀油缸在卸刀时可顶出刀具等。利用刀库分度轴停止的这一特点,可将图 1 刀库结构图中刀库右侧刀套在横梁行程上对应的多个位置作为横梁的换刀位置。换刀时,横梁的当前位置距哪个分度位置近,就以哪个分度位置作为当前换刀位置。如此,横梁只需移动很小的距离就能完成机床的换刀动作。
3、机床换刀多点控制的实现
(1)机床多点换刀的横梁轴控制
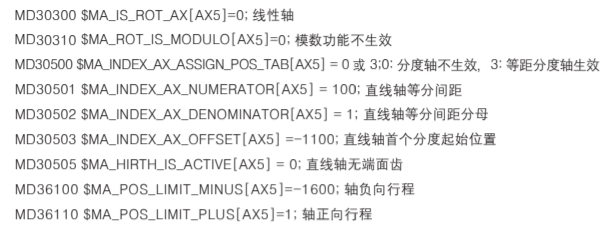
横梁轴按机床的不同使用需求,可设置为分度定位轴,也可以设置为插补轴。对于设置为插补轴的机床,根据换刀的需要,可在换刀的时候,将该轴由 PLC 切换为直线分度轴,换刀完成后,再由PLC 切换为直线插补轴。根据刀库的多点换刀原理,横梁换刀的分度间隔应为相邻刀套的间距,如图1 中的等间距 S1。换刀过程中,横梁分度轴的定位运动由 PLC 控制,并将其定位到就近的换刀位置。
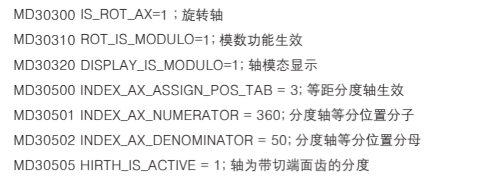
横梁直线分度轴参数设置如下 :( 横梁轴为第 5 轴 )
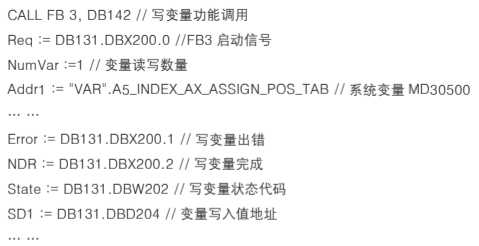
PLC 切换横梁分度轴或插补轴是通过 PLC 系统功能 FB3 “PUT” 修改轴类型参数变量 MD30500来完成的。FB3 的调用如下 :
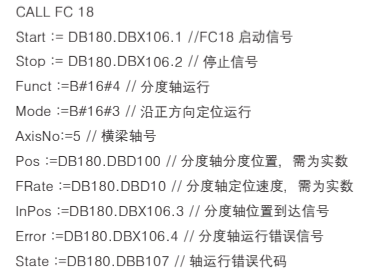
换刀过程中,横梁轴请求为 PLC 轴,借助系统 FC 18:SpinCtrl(主轴控制功能)通过 PLC 控制轴的转动速度和位置。FC18 的调用如下 :
(2)刀库当前刀套确定
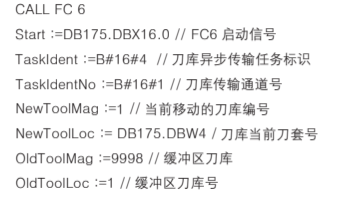
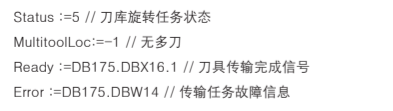
当前刀套采用西门子 840DSL 系统刀具管理的异步应答方式来确定。机床加工过程中,横梁在运行到一个换刀分度位置时,刀具管理就可异步应答一次刀库的当前刀套,这样既保证了刀库备刀的需要,也为横梁提供了就近换刀的当前位置。当前刀套异步应答的 FC6 调用如下 :
(3)横梁与刀库的基准点标定
机床换刀多点控制的实现,需要刀套号与横梁换刀位置间建立相应的对应关系,为此需标定横梁和刀库的基准点。将刀库的 1 号刀套移动到刀库上与横梁轴平行的最高点位置,设定为刀库的零点。
然后移动横梁轴,使刀库机械手卡爪中心与 1 号刀套中心在同一水平位置,设定为横梁轴的零点,并作为横梁的第一个可换刀分度点。
4、刀库旋转备刀控制
由于刀库电机采用的是西门子伺服电机,故而刀库需设置为一个 NC 控制轴,该轴的配置方法、回零操作等与其它 NC 轴相同。鉴于刀库旋转停止后,必须要停在一个完整的刀套处,应用西门子系统的模态旋转轴和等分分度轴功能可很好地实现这一要求。
刀库手动旋转控制刀库轴作为机床的一个 NC 轴,正确设置轴的 NC 参数,保证其能正常运行,而后设置模态旋转轴和等分分度的参数如下
设置完成后,在手动方式下,按下刀库(轴)移动键,刀库将按选择的方向转动,直到松开移动键而停在下一个完整的刀套处。
5、多点换刀的其它说明
(1)刀库配置包含一个真实刀库 50 个刀位,一个缓冲刀库 3 个刀位和一个装载站刀库 2 个装载站刀位。
(2)刀库机械手换刀和普通刀库一样,包括抓新刀、还旧刀、交换刀三种类型。
(3)换刀过程中,FC6 数据交换可以采用异步应答,也可以采用同步应答。
6、结束语
基于西门子 840DSL 系统的刀具管理、分度轴和 PLC 控制轴等功能,本文详细介绍了动梁式龙门机床上所配的可以多个点换刀刀库的一种控制实现方法。通过在我公司动梁式龙门加工中心上实际使用,能够很好地达到控制要求,方便用户对机床的操作,值得推广应用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

