


重型深孔钻镗床装配工艺方案
2014-2-1 来源:齐重数控装备股份有限公司 作者:董新国
我们公司设计制造的系列重型深孔钻镗床,其最大可承载300t,加工零件长度18m,是加工核电转子、大型电站转子、水轮机主轴等核心部件必不可少的制造装备。该系列机床随着承载能力、加工范围的不断扩大,不仅提高了设计研发难度,同时也对机床整体装配精度有了更高的要求。工件中心架是该机床的重要部件,其装配精度十分关键。为此,我们专门研究制定了装配工艺方案。
1. 装配部件分析
深孔钻镗床的工件中心架安装在该机床的工件床身上,由蜗杆箱带动可在床身上移动,按工件的长度确定其固定位置,并通过调整左右支架体、滚轮位置支撑工件,与床头箱卡盘配合完成工件的找正、装夹,该中心架最大可支撑直径2 000mm工件。工作时,床头箱卡盘带动工件并通过该部件左右支架上滚轮支撑旋转,进行工件的钻、镗深孔加工。中心架的装配精度直接影响工件的加工质量,应确保安装过程中各项精度准确。
2. 装配工艺的制定
经过认真分析,为保证该部件整体装配质量,以及工作时精度稳定,关键环节是控制床身、底座、支架体、滚轮各零部件之间的相互安装位置精度和配合精度,如图1所示。主要工艺方案如下:
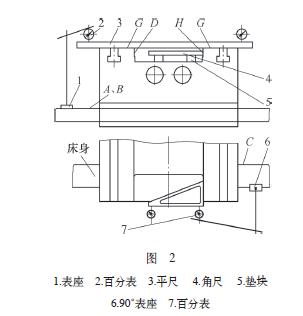
(1)底座的安装调整 底座是中心架的基础,其上安装左右支架、滚轮等部件,并可在床身上移动。底座上A 、B 、C 各面与床身相应各面接触并滑动,G 、D 、H 面分别与支架体接触并滑动,是支架体定位基准面,如图1、图2所示。中心架整体在床身上移动时应保持运动平稳,精度稳定,润滑油膜均匀。工艺要求:A 、B 、C 各面与床身导轨面接触面积应均匀;接触面积长度方向70%以上,宽度方向50%以上;刮研点不少于6个/25mm2;0.04mm塞尺局部插入深度不大于25mm。

首先,刮研A 、B 面。将底座置于调整好的床身上进行合研A 、B 面,按工艺要求刮研,至检查合格。其难点在于,刮研A 、B 面时,必须同时保证A 、B 面与上平面G 平行,确保支架体定位基准面精度可靠。其工艺方法是:分别在底座G 面前段、后段上放平尺,并移动平尺调整好位置,检查接触面0.02mm塞尺不入,然后分别移动表座检测G 面上四点并记录数值,控制平行度误差不大于0.02mm,如图2所示。
其次,将底座C 面与床身进行合研,刮研C 面至各项精度检查合格。其重点是在刮研C 面时,应同时控制支架体移动基准面D 、H 与C 面垂直度误差不大于0.04mm,最终保证安装滚轮轴线与床身平行度要求。在加工底座时,已控制D 、H 两面平行度误差不大于0.02mm,只需要装配时保证其中一面与C 面垂直要求即可。由于不能直接测量其垂直度误差,需采用以下方法:将90°角尺调平找正,一面靠紧H 面,用0.02mm塞尺检查不入,然后移动90°表座测量水平面内床身导轨面与角尺面平行度,记录数值,控制其精度不大于0.02mm/500mm,以此保证C 面和D 、H 面之间垂直度要求。
(2)支架体的安装调整 左右支架体安装在底座上,其上安装滚轮,该支架体可按支撑工件外圆尺寸大小,通过丝杠传动在底座上移动进行调整。其工艺重点是:各滑动面与底座之间的位置精度和配合精度,同时保证支架体中心孔的位置精度。以底座上G 、D 、H 各面为基准,分别进行左右支架体各配合面刮研,要求达到:各接触面积均匀;接触面积长度方向70%以上,宽度方向50%以上;刮研点不少于6个/25mm2;0.04mm塞尺不入。在刮研各面时,关键要同时控制左右支架体中心孔轴线与床身导轨面平行度,即滚轮中心孔位置精度。其工艺方法是:如图3所示,将检套、检棒分别穿入支架体滚轮中心孔中,调整好检套、检棒位置,然后移动90°表座分别测量支架体中心孔轴线与床身导轨在垂直平面内、水平面内的平行度,将其精度控制在≤0.03mm/500mm,以保证安装滚轮后,滚轮所支撑工件位置精度的准确。

投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

