


摘 要:针对T6216 镗床原先采用的继电器—接触器控制系统电气元件较多、电路复杂、可靠性差、电气故障频繁等缺点,提出了采用可编程控制器(PLC)对镗床电气控制系统进行改造,给出了改造后控制系统的硬件组成和软件设计。说明了用PLC控制取代继电器—接触器控制,能根据PLC运行状态指示灯及时发现故障点,快速排除故障,使操作维护方便,从而降低设备故障率,提高设备利用率。
0 引言
镗床是冷加工中使用比较普遍的设备,主要用于加工精度、光洁度要求较高的孔及各孔间的距离要求较为精确的零件,如一些箱体零件,属于精密机床。该镗床原控制电路为继电器控制,触点多、线路复杂、故障多,操作人员维修任务较大。在工业控制领域,继电器系统曾被广泛使用并占主导地位,具有结构简单、易学易懂、价格便宜的优点,但其控制过程是由硬件接线方式实现的,如果某一个继电器损坏,甚至仅仅是一对触点接触不良,就可能造成系统瘫痪,而往往故障排查难度又较大,需要花费很长时间。如果产品更新换代,则需要改变整个控制系统,并且设计施工周期长。可见,继电器控制系统存在着可靠性低、适应性差的缺点。而对镗床的控制,要求电气控制抗干扰能力强,运行可靠,且控制方式简化,以提高机床的电气使用寿命。针对这种情况,我们用PLC改造镗床继电器控制电路,克服了以上缺点,降低了设备故障率,提高了设备使用效率,运行效果非常好。
1、改造方案的确定
(1)原镗床的工艺加工方法不变。
(2)在保留主电路原有元件的基础上,不改变原控制系统电气操作方法。
(3)电气控制系统控制元件(包括按钮、行程开关、热继电器、接触器)作用与原电气线路相同。
(4)主轴和进给仍采用直流调速不变。
(5)将原继电器控制中的硬件接线改为PLC编程实现。
PLC以其可靠性高、逻辑控制功能强、体积小、适应性强等优势在工业测控领域广泛运用,已大量替代由中间继电器和时间继电器等组成的传统继电器—接触器控制系统。为此,决定采用PLC控制的形式对原控制系统进行改造 。
2、PLC控制电路设计
2.1 PLC机型选择及硬件电路设计
目前,世界上有上百个厂家生产可编程控制器产品,比较著名的PLC生产厂家主要有美国的AB、通用(CE),日本的三菱(MITSUBISHI)、欧姆龙(OMRON),德国的西门子
(SIMENS),法国的TE,韩国的三星(SUMSUNG)、LS等。本设计选择的是日本欧姆龙公司产品。欧姆龙系列PLC是一种小型PLC,其许多功能达到了大、中型PLC的水平,而价格却和小型PLC一样,因此它一经推出,即受到了广泛关注。同时,该公司有多台欧姆龙系列PLC产品在使用,为本设计提供了很好的参考,也为日后的维修维护和备品备件提供了方便。
(1)本控制系统有27个输入开关量,分别为:主轴机械变速1ZK,占用4点;主轴变速良好时压合1XK、2XK、3XK、4XK,占用4点;进给方向(主轴、径向刀架、滑座、自动断开)选择2ZK,占用4点;手动、自动选择3ZK,占用1点;限位开关,正向9XK、反向10XK,占用2点;主轴控制,正向点动3AN、反向点动4AN、正转5AN、反转6AN、停止7AN,占用5点;进给控制,正向点动8AN、反向点动9AN、正转10AN、反转11AN、停止12AN,占用5点;油泵1AN、风机2AN,占用2点。
(2)本控制系统有23个输出开关量,分别为:主轴和进给运行控制,占用1点;主轴变速良好,占用1点;正反向给定控制,占用1点;主轴制动电磁离合器9DL,占用1点;油泵接触器CJ1,占用1点;主轴速度给定、点动控制W1、W2、W5、W6,占用4点;进给速度给定、点动控制W3、W4、W7、W8,占用4点;滑座、主轴箱、径向刀架、主轴移动进给工作方向选择电磁阀3DL~8DL,占用6点;径向刀架、滑座换档变速电磁阀1DF~4DF,占用4点。
(3)确定I/O点数是设计整个PLC控制系统首先需要解决的问题,决定着PLC机型的选择,系统硬件部分的设计,也是系统软件编写的前提。分析T6216镗床电气控制要求可知,该系统共有27个输入点、23个输出点,因此,确定选用欧姆龙C60P-CDR-A PLC,该型号PLC共有32个输入点、28个输出点,输出类型为继电器输出 ,既能满足控制要求,又能留有一定的余量。PLC外部接线及输入、输出分配如图1所示。
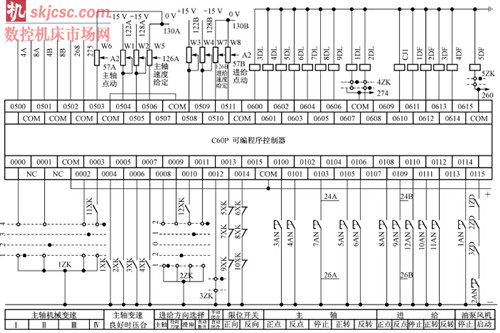
图1 PLC外部接线图
2.2 PLCC控制程序设计
2.2.1主轴机械变速控制PLC程序设计
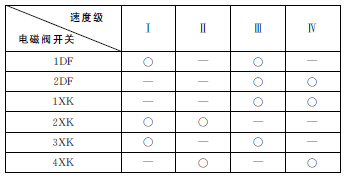
T6216镗床主轴调速为直流调速,但为扩大调速范围,同时采用4档机械变速,用转换开关1ZK 控制切换电磁阀1DF、2DF 来实现机械档位变换。当换档到位时,1XK、2XK、3XK、4XK 行程开关相应动作,表明换档到位 。主轴机械变速表如表1 所示,其中,“○”表示元件已动作,“—”表示元件处于常态。例如,主轴选择Ⅰ档,转动档位选择开关1ZK接通输入继电器0000,再由输入继电器接通辅助继电器1000,1000接通辅助继电器1008,1008接通输出继电器0611,电磁阀1DF得电,实现换档。由表1可知,换档到位时,换挡到位检测开关2XK、3XK闭合,接通输入继电器0005、0006,再由该输入继电器接通辅助继电器1005、1006,1005、1006接通辅助继电器1107,表明换档到位,主轴可以运行。辅助继电器1204用于确保主轴停止2s后才能进行换档。PLC共计需输入8点、输出2点,控制梯形图如图2所示。
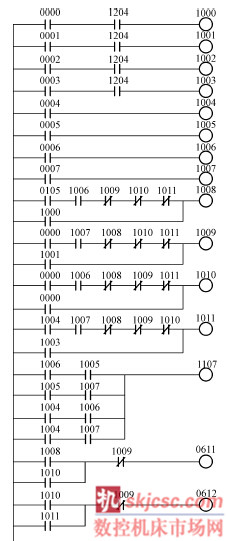
图2 主轴机械变速控制梯形图
表1 主轴机械变速表
2.2.2主轴控制PLC程序设计
T6216镗床主轴控制可实现主轴电机的正转、反转、停止、正向点动和反向点动等动作。当按下正转按钮5AN 时,输入继电器0105得电,通过辅助继电器1110接通输出继电器0504,接通+15V电源,接通输出继电器0506,接通主轴直流电机速度给定,主轴按正向给定速度运行。当按下反转按钮6AN时,输入继电器0106得电,通过辅助继电器1111接通输出继电器0505,接通-15V电源,接通输出继电器0506,接通主轴直流电机速度给定,主轴按反向给定速度运行。按下停止按钮7AN,输入继电器0103接通,通过辅助继电器1109断开输出继电器0504或0505及0506,断开主轴直流电机给定,主轴停止运转。当按下正向点动按钮3AN
时,输入继电器0100得电,通过辅助继电器1105 接通输出继电器0504,接通+15V 电源,接通输出继电器0503,接通主轴直流电机速度点动给定,主轴按正向点定速度运行。当按下反向点动按钮4AN 时,输入继电器0101得电,通过辅助继电器1106接通输出继电器0505,接通-15V 电源,接通输出继电器0503,接通主轴直流电机速度点动给定,主轴按反向点定速度运行。PLC共计需输入5点、输出6点,控制梯形图如图3所示。
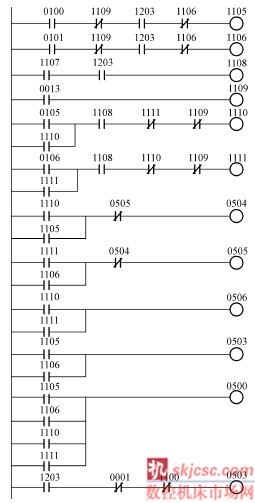
图3 主轴控制梯形图
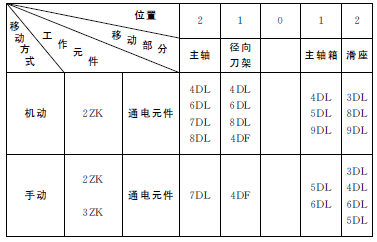
2.2.3 进给方向选择控制PLC程序设计
T6216镗床有主轴、径向刀架、主轴箱、滑座4个进给方向,可实现手动进给和自动进给,由自动转换开关2ZK、3ZK控制电磁阀4DF、5DF及4DL~9DL来实现进给方向的选择。进给工作方向选择表如表2所示。例如,按表2选择主轴机动进给方向,转换开关3ZK断开,输入继电器0012不能得电,进给工作在机动。转动转换开关2ZK,接通输入继电器0008,辅助继电器1012得电,输出继电器0601、0603、0604、0605得电,接通电磁阀4DL、6DL、7DL、8DL,进给工作在主轴进给方向。PLC共计需输入6点、输出9点,控制梯形图如图4所示。

图4 进给方向选择控制梯形图
表2 进给工作方向选择表
2.2.4 进给运动控制PLC程序设计
T6216镗床进给运动控制可以实现进给电机的正转、反转、停止、正向点动和反向点动等动作 。当按下正转按钮10AN时,输入继电器0111得电,通过辅助继电器1200接通输出继电器0508,接通+15V 电源,接通输出继电器0510,接通进给直流电机速度给定,进给按正向给定速度运行。当按下反转按钮11AN时,输入继电器0112得电,通过辅助继电器1201接通输出继电器0509,接通-15V电源,接通输出继电器0510,接通进给直流电机速度给定,进给按反向给定速度运行。按下停止按钮12AN,输入继电器0110接通,通过辅助继电器1115断开输出继电器0508或0509及0510,断开进给直流电机给定,停止进给。当按下正向点动按钮8AN 时,输入继电器0108得电,通过辅助继电器1113接通输出继电器0508,接通+15V 电源,接通输出继电器0510,接通进给直流电机速度点动给定,进给按正向点定速度运行。当按下反向点动按钮9AN时,输入继电器0109得电,通过辅助继电器1114接通输出继电器0509,接通-15V电源,接通输出继电器0510,接通进给直流电机速度点动给定,进给按反向点定速度运行。PLC共计需输入5点、输出5点,控制梯形图如图5所示。
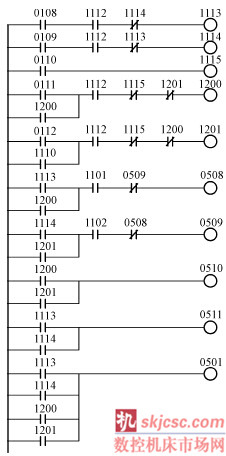
图5 进给运动控制梯形图
3 、结语
虽然PLC 一次性投资相对较大,但 T6216镗床原继电器—接触器控制系统经PLC改造后,无论在设备安全性还是可靠性方面和原有控制系统相比都有了显著的提高,大大降低了运行故障率,提高了设备运行的稳定性和效率,减轻了工人的劳动强度,降低了日常维护成本,并可避免因误操作而引起的事故出现。改造后设备经使用运行,结果表明效果非常好,极大地提高了生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

