


摘 要:普通卧式镗床不但能加工各种复杂箱体,满足高精度孔系要求,而且铣削的能力也比较强,通过制作铣刀的快换连接附件,更能充分发挥镗床的复合加工能力。
关键词:锥度定位;锁紧;铣刀快换联接; 提高精度
由于镗床本身具有很高的几何精度,在镗床上可以进行钻削、镗削、铣削等加工。具有工序集中的优点,能更好的保证工件的质量。所以,一次装夹,完成各个不同工序的复合加工是保证质量提高效率的发展趋势。利用好在镗床上进行铣削加工,可充分发挥镗床的综合加工优势。其中,加工各种键槽及阶梯台是镗床常用的功能。实现各种铣削刀
具与主轴高精度的快换,是提高效率和保证产品质量的有效手段。
1 、现存问题
在实际工作中,镗床经常加工带有键槽及阶梯台类的零件,这就需要铣削刀具。不同规格的铣削刀具使用过程中,要有各种不同的连接刀柄,连接刀柄种类繁多,需要完全具备才能满足各种铣刀的连接要求。通常,刀柄的制作,基本上是由企业生产车间一线职工根据经验自己制作的方肩铣刀(或键槽铣刀)与主轴连接。具体方式是方肩铣刀与制
作的过渡刀柄锥面定位配合,并采用螺栓拉力锁紧铣刀,然后,整体再与莫氏刀柄的一端内螺纹连接。但制作的精度严重影响铣刀的使用寿命,同时,因为组合后的件数多,使用的基准多,使用一段时间后,定位精度明显下降,影响铣刀的精度和使用寿命,并且更换铣刀较为繁琐,故效率不高。
2 、功能分析及改进方案
2.1 功能分析
首先,对比分析不同型号的莫氏锥柄钻头通过不同莫氏的锥套与主轴连接,切削时的主要作用力是轴向力。而铣刀通过不同莫氏的锥套与主轴连接,切削时的主要作用力是径向力,虽然与钻头一样定位精度有保证,但是铣刀缺少反向拉力,受到径向力作用后会产生松动。因此,需要解决拉力问题及锁紧问题,才能达到使用目的。
其次,通过对使用功能进行分析,主要从减少定位基准方面着手,以莫氏锥面定位,并对后面的拉力锁紧等几个方式改进。
同时,借鉴镗床莫氏锥度连接定位精度高的优点和铣床刀具成系列能快换的优点。
最后,通过连接套或变径套与刀具锥度锥面连接,再制作刀柄拉杆及双头螺栓连接与刀柄尾部螺栓孔联接,调整安装位置,最后通过定位销定位达到使用目的。
2.2 设计思路及使用方法
设计思路是首先用一个莫氏 4/6 的变径套筒,将锥柄端头车掉,可以用螺栓使刀具和锥套拉紧。螺栓的另一头与类似锥柄的方铁连接,在方铁上钻一个销子孔。销子孔最好用镗床主轴定位槽配做,这样螺栓连接铣刀通过锥套定位,镗床定位槽固定一个锥销轴,使整个刀具连接并锁紧在镗床主轴上。因为铣刀刀柄基本都是2~4 号莫氏锥柄,锥度稍面定位好,工作稳定,因此,利用T611 镗床主轴内径莫氏6 号和现成的各种变径套筒改制即可。使用方法:见图1,先将刀具插入莫氏变径套件4,双头连接螺栓件3 与刀具刀柄尾部螺栓孔连接锁紧刀具,并通过刀柄拉杆件2 调整与镗床主轴件1 定位距离,最后在镗床主轴外面嵌入定位锥销件5 固定刀柄拉杆,就可以进行正常切削。经过不断的试制改进后,制作了简便、快速、定位精度高,连接精度能保证,拉紧力强,又能实现快换的方肩铣刀连接装置。
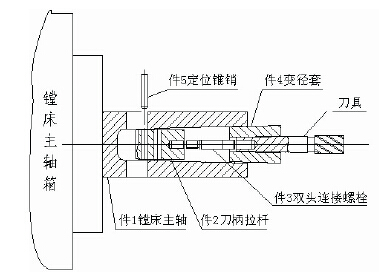
图1 刀具与刀柄联接示意图
3、 使用过程中存在的问题及解决办法
1)随着工作过程中工件的公称尺寸变化、不同直径的刀具锥柄也发生变化,这样必须制作2~4号连接柄,更换不同变径套内径锥柄,制作工具增加。
解决办法:转换设计思路制作,利用莫氏4 号标准锥度锥套,锥套外径4 号内径3 号及外径4 号内径2 号两种,将尾部切除(预留螺栓孔),作为变径套件,根据刀具锥柄更换2~4 号锥柄锥套,这样解决了重复制作多件辅助装置。
2)使用过程中,不同规格刀具,刀柄尾部拉紧螺纹也不同,每次使用不同的刀具必须更换不同的件2,致使制作工具增加,更换不便,更换刀具时间延长。
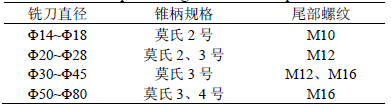
解决办法:见表1,制作双头螺栓,其中一头与件2 刀柄拉杆连接通用M12 螺纹,另一头根据刀具连接螺纹需要制作M10~M16 螺栓,这样当刀具变化时只需要更换双头螺栓就可以了,而且还可调整刀具装夹位置。
表1 刀具快换螺纹对照参数表
3)工具材质的选择及加工精度,直接影响使用寿命、定位精度及互换性。
工具材质选用40Cr,表面淬火硬度HRC40~45处理,锥度稍面在数控机床加工。便于达到设计要求的互换性及定位精度。
4 、装置使用效果
经过长时间的生产使用,此装置通过锥度连接,定位精度径向跳动达到±0.05mm,切削过程中稳定性可靠。见图2。主要具备以下特点:
1)轴向定位精度稳定,装夹刀具快速便捷;
2)提高了刀具定位精度及使用寿命;
3)提高产品质量及生产效率;
4)降低刀具采购成本。
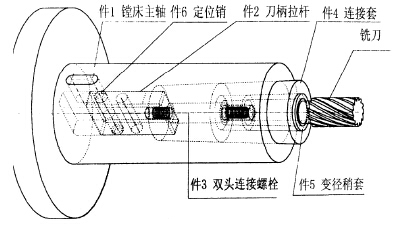
图2 快换刀具螺纹控制参数效果图
5 、结论
以上方肩铣刀可变径快换连接方式,经过实际生产过程的检验,完全达到设计要求,切削平稳,且制作成本低、简单,适用各种镗床型号,具有推广价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

