


水轮机大型转轮工地加工
2018-1-15 来源:哈尔滨电机厂有限责任公司 作者:杨旭
摘要:转轮是水轮的机的核心,大型转轮的加工因其尺寸较大,受运输条件的限制,往往需要在工地现场完成加工制造过程,文中探讨了如何在工地完成转轮加工制造过程。
关键词:转轮:工地加工:车削:镗削
0 引言
转轮作为水轮机核心部件,在20世纪70年代以前,其加工制造只能在制造厂完成。但是随着单机大容量机组的陆续上马,受运输条件的限制,使其成为大型转轮加工的瓶颈。为解决这一问题,转轮的工地加工逐渐成为目前行业内的一种常用且通行的解决办法,本文将就大型转轮工地制造进行探讨。
1 、Jjnz设备的解决
常规转轮的加工,在制造厂内主要由大型立车和数控镗床协作完成,但是一般丁地的厂房条件和环境都比较简陋,自然无法和制造厂相比,将加工厂内的金属加工设备运往工地完成转轮的工地加工,成本无疑会大大增加,且无法实现。
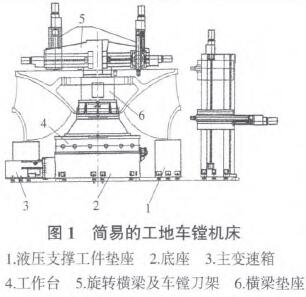
那么制造一种简易可行的工地车镗机床,是完成转轮工地加工的一种可行方案,如图l所示。
该设备由可旋转底座、液压支撑垫座、旋转刀架、立柱车刀架几个部分组成,其中旋转刀架两端一端为车刀架、一端为具有镗削功能的镗刀架组成,径向方向具有一定的移动距离,分别完成转轮平面车削工序和转轮上平面的把合孔的镗削工宇,右侧的立柱刀架可轴向方向移动,主要用以完成转轮上、下两端外圆周的加工。
1.1 车床部分加工参数
夹盘最大承载量为360 t;横梁旋转刀架最大加工直径为3800 ram;横梁旋转刀架最小加工直径为1500 mm;车刀架在旋转横梁导轨行程为1 150 mm;刀架滑枕垂直行程为450 mm;车刀架水平径向总行程为1000 mm;刀夹垂直手动调整行程(不含刀具伸长调整)为40 mm;刀架沿立柱导轨垂直行程为3200 mm;刀架滑枕沿滑座水平行程为500mm。
1.2 镗床部分参数
镗刀架加工范围为1500~3800 mm;镗刀架在旋转横梁导轨的行程为1 150 ram;镗杆的垂直行程为650 mm。从上述设备参数可以看出,其可以完成大型转轮车序和镗序等工序加工。
2、转轮的加工
2.1转轮的划检
在制造厂内,会有专用的转轮划检平台,平台的刚性和水平都需要达到专业的要求,但工地加工转轮,无法达到和制造厂内相同的条件,可将机床的液压支撑垫座作为转轮的简易划检平台,并通过支撑垫座液压设备对转轮进行调平,作为转轮的简单的划检平台。
另外,可通过车床的回转的中心柱,作为转轮的间接划检的基准,划检转轮圆周方向的加工余量。从而解决了工地制造转轮没有专用划检平台的问题。

2.2转轮的车削加工
转轮加工的车削设备包括悬臂部分车刀架和立柱车刀架,可以分别完成对转轮上平面和外圆的加工,但是鉴于设备的结构刚性与传统的机床尚存一定差距,对转轮进行车削加工时,需注意对车床悬臂水平的调整和测量,加工中也需要注意调整车刀的上刀量和转速,通过实际加工实验中得出.机床的转速在5 r/min,吃刀量不超过3 mm为佳。
因为整个转轮的加工过程在专用设备上完成,是固定不动的,而悬臂刀架依靠与之连接的可旋转底座旋转完成对平面的加工,转轮的外圆加工需要在固定的立柱车刀架上完成,两种圆周加工尺寸具有同一D度要求,两者在加工过程中,需要由一个共同的加工基准,来保证两种车削的尺寸的一致性。
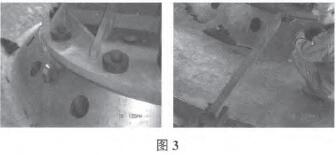
在实际的加工中,可采用在转轮上焊接基准块的办法解决了这一问题,如图3所示即使用悬臂车刀架加工转轮内圆直径和平面时,也对基准块的平面和圆周进行加工,而在加工转轮外圆环段时,则将基准块作为加工的基准进行找正和调平,对外圆环段进行加工,来保证转轮所有直径尺寸的同心度,经过实测,同心度可保证臃0.1 0 mm以内。
2.3 转轮的镗削加工
转轮的上平面一般有若干个联轴孔,作为转轮与轴进行连接的把合孔,镗削加工前,车序需加工完毕,以车序尺寸作为联轴孔的镗削的加工基准。
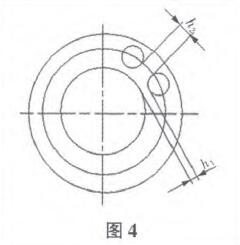
轴孔镗序进行前,需对镗刀杆进行锁定,避免加工时,轴孑L产生偏移。镗削的进给选择0.4~0.5 mm/min,转速120~140 r/min为佳,轴孔加工时,首先将每个轴孔进行粗镗一端基准找正段,深度在10 mm即可,然后,测量h。、h:(见图4),并根据各轴孑L直径尺寸计算各孑L中心值偏差Ah。、Ah:,如不符合图样要求,需重新检校各轴孔加工量。
对各联轴孔重新调整后(h。,h2值),根据各孔之间的调整值,再将每个孔镗重新镗出找正段,复测^。、h:值,合格后,按找正段,加工各联轴孔到图样尺寸。
3、结论
通过上述简单有效的加工工具,基本可以满足大直径转轮的工地加工,其性能虽然较传统机床仍具有一定差距,但其低廉的价格是普通机床无法可比的,且其具有很强的通用性,通过简单的改造也可以应用在更大尺寸的转轮的加工上,在转轮工地加工上前景广泛。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

