


普通立式铣床自动化改造
2018-6-21 来源:南京机电职业技术 南京兴农齿轮公司 作者:陆晨芳 佟静 许德琪 魏恒成
摘 要: 为提高企业的生产效率,针对车间现有的立式铣床手摇分度头铣削六方螺母这一问题,采用 PLC 作为主控制器,用伺服电机作为主执行元件,将手动分度改造为自动分度,在不影响机床原有功能的基础上完成机床的自动化改造。给出了设备改造的总体方案、机械结构调整内容、电气控制方法、PLC 的 I/O 地址表、外部接线图以及详细工作流程。运行结果表明,改造后的设备结构简单,便于操作,极大地提高生产效率,具有良好的实用价值和经济效益。
关键词: 立式铣床; 自动化改造; PLC
0 引言
随着科学技术的进步、人工成本的上涨、市场环境的改变,自动化已成为机械制造业的发展趋势之一。在企业中对原有手动操作机床进行自动化改造,可提高企业的工作效率、增加企业的经济效益、提升企业的市场竞争力,使企业能够更好地适应当今社会的发展需求,具有普遍的社会意义。
在此背景下,校企合作利用 PLC 控制器改造一台立式铣床,实现半自动化生产。
1 、立式铣床改造方案
原有立式铣床如图 1 所示。

图 1 原有立式铣床
此机床主要包括主轴、工作台和分度盘三部分。工作时,主轴带动铣刀旋转,工作台带动工件左右直线运动。当六方螺母一面加工完成后,手摇分度盘带动卡盘旋转 60°,开始加工另一面,依次循环,直至六面加工完成后停机。原有机床分度动作由人工手摇完成,效率较低。为提高生产效率、减轻工人劳动强度,在保留机床原有功能的基础上,将手动分度改为自动分度。
整体改造方案: 保留原有机床的结构和控制系统,为自动铣削设计单独的电气控制柜,机床分度旋转由手动改造为自动,整台机床的动作逻辑顺序由 PLC 程序控制。自动分度改造方案: 在卡盘分度盘位置安装伺服电机,分度盘和电机轴之间采用皮带传动。伺服电机由伺服驱动器控制,驱动器由 PLC 脉冲控制,以此实现准确分度。
2 、机械结构调整内容
机床分度盘部分的原有结构如图 2 所示,通过手动旋转手柄实现卡盘的旋转。

图 2 调整前的分度盘结构
改造后的分度盘部分结构如图 3 所示,在原有分度盘的基础上增加了同步带轮、同步带、L 形电机座和伺服电机。L 形电机座安装在工作台上,伺服电机通过螺母与电机座相连。伺服电机轴与分度盘旋转轴之间通过同步带轮和同步带实现连接和传动。

图 3 调整后的分度盘结构
3 、电气原理图调整内容
机床原有电气原理图的主电路只包括主运动控制和进给运动控制,如图 4 所示。主电机由空气开关 QF 保护,通过接触器 KM 实现星形/三角形降压启动。进给电机由空气开关 QF 保护,通过接触器 KM 实现正反转控制。
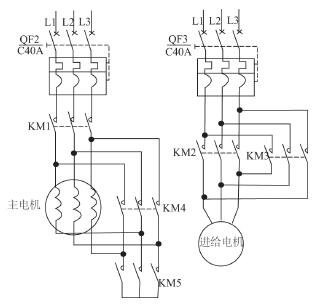
图 4 主运动和进给运动控制原理图
改造后的电气原理图增加了分度运动控制部分,分度运动控制主要包括空气开关 QF、变压器 TC、驱动器和分度电机等电气元件,其电气原理如图 5 所示。
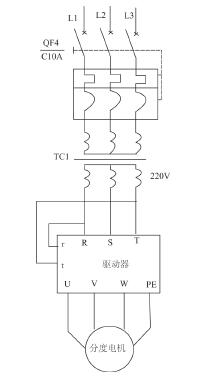
图 5 分度运动控制原理图
4、PLC 控制方法
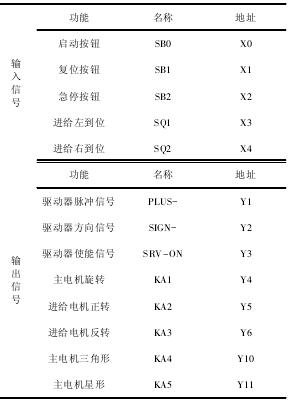
根据自动铣削机床的动作控制要求,需要 PLC 输入端子 5 个,输出端子 8 个,具体内容如表 1 所示。
表 1 输入输出地址表
根据输入输出点个数及 PLC 容量,选取三菱 FX3U-32MT 型 PLC 作为主控制器,其接线图如图 6 所示。
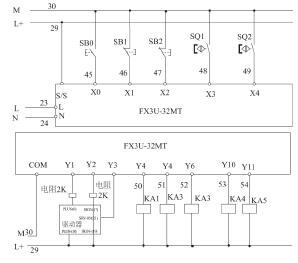
图 6 PLC 外部接线图
改造后机床自动铣削六方螺母的 PLC 控制流程如图7 所示。
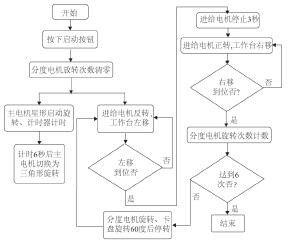
图 7 PLC 控制流程图
PLC 控制分度电机旋转采用 PLSR 指令,部分控制程序如图 8 所示。
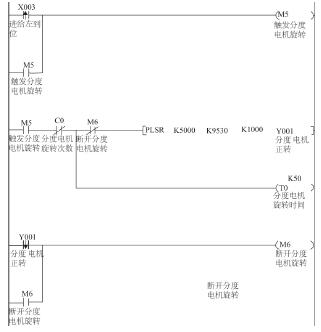
图 8 PLC 部分控制程序
5 、结语
经过接线、编程及调试,该机床实现了分度旋转运动的自动化,且保留了机床的原有功能。此次改造保留了机床原来的电气控制系统,同时为机床设计了新的电气控制柜,两套电控系统均可工作。而且改造后的机床不仅可以铣削六方螺母,还可以通过调整 PLC 程序铣削其他类型的零件。经测试,改造后的自动铣削机床只需要人工上料和下料,其余都是自动生产,减轻了工人的劳动强度,提高了车间的生产效率和自动化水平,为企业带来良好的经济效益,具有很好的推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

