


PLC 技术在铣床改造中的应用
2025-12-1 来源: 广西水利电力职业技术学院 作者:陈 洋,赵新业
摘要:在我国制造业飞速发展的今天,智能制造设备层出不穷,先进的制造业把我国从制造业大国推向了制造业强国的行列。但是,我国西部地区的经济较为落后,面临产业升级难题,许多老旧普通铣床存在加工精度低、生产效率低、无法完成复杂型面的加工、劳动强度大等难题,普通机床弃之可惜用着艰难,新的自动化设备投入又太大,新老设备的衔接成为了生产与发展突出的矛盾。该文以 X60W 普通铣床数控化改造为例,运用 PLC 编程控制器来控制步进电机的运动,使普通铣床X、Y、Z三轴的机械运动实现数字控制,得到经济型的自动化设备。改造后的普通铣床在原有的基础上精度、效率与实用性更高,适应性更强。机床改造的成本低廉、改造的周期很短,既能满足各大型企业生产需求也降低了成本,避免了资源浪费,进一步提高企业的自动化程度和经济效益。将 PLC 技术应用到普通铣床经济型数控化改造中能够解决普通机床的应用难题。
关键词:普通铣床;数控化改造;PLC;步进电机
0 、引 言
数控铣床一直是被作为机械加工的主力军之一,在制造业中有着举足轻重的地位,在企业生产机械中不可或缺的关键设备之一,普通机床(如立式铣床)承担着圆弧、端面、凹槽铣削等工序的加工。所以,普通铣床在全国的保有量非常高,据国家统计局统计,目前全国数控机床达到 20 万台,但普通机床超过了380 万台。由于普通铣床面临着劳动强度大、生产效率低等问题,闲置的普通铣床较多,许多企业无法完
成对数控铣床的一次性投资,这给企业的发展带来了困难。对普通铣床经济型数控化改造,提升设备的可靠性、降低经济成本成为了制造类企业共同的心愿。据有关统计,2019 年日本、中国、德国数控机床产业
规模占比分别为 32.1%/31.5%/17.2%,我国已经成为全球第二大数控机床消费国。因此,普通铣床数控化改造在我国将是一种急需和可行的途径[1]。
目前,对铣床改造的研究有来自广州大学的徐静亚,她就机床改造进行了一系列研究,但是仅仅对铣床进行 CNC 系统改造,并未将成本降到最低,在考虑成本的情况下将 PLC 技术应用于普通机床数控化改
造,以实现最低成本、最完善的设备改造。
1 、机床改造的思路与步骤
1.1 改造思路
随着计算机技术与电子技术的快速发展,以 PLC控制、变频调速、触摸屏人机对话、组态监控为主体得新型控制系统广泛应用于各行各业[2],这也间接性地推动了数控铣床的发展。社会中闲置的普通铣床不仅
占用企业生产空间,还造成了资源浪费,不利于企业的发展。据不完全统计,我国普通铣床存在加工精度低、无法完成复杂加工,不适应当下机械加工需求等问题,许多企业在考虑收益的前提下,不得不将普通
铣床滞留停工,有数据表明,我国的普通铣床停工率达 80%,这造成了巨大的资源浪费。通过将现有铣床X、Y、Z 三个方向工作台在结构上进行改造,设计与之相符的机械传动系统和控制系统,利用 PLC 程序
运算并分配信号控制步进电机实现三轴联动的数控加工。通过改造的铣床提高了生产效率,盘活了闲置资源,解决了加工精度低、无法加工复杂工件的难题,达到了闲置资源再利用的目的,使普通铣床成为一种
柔性的、高效能的自动化加工设备,代表了现代机床控制技术的发展方向[2]从目前我国铣床发展来看,我国正向机械加工自动化方向发展,加之我国普通铣床存量大,普通铣床数控化改造将成为一种长期使用的
手段。
1.2 改造的步骤
首先确定铣床各个改造部分的参数,如铣床运动的距离来选择丝杆的长度等,对其进行结构设计计算,由原铣床电机功率和铣削力估算电机的型号,再由确定的电机进行减速机构的设计、制造和安装,最后根据改造好的铣床机械部分进行 PLC 控制系统的设计与接线。
2 、机械部分的改造
2.1 原铣床特点
X60W 卧式升降台普通铣床诞生时间早且用途广泛,该铣床由床身、工作台、主轴电机、普通丝杆等零件组成。铣床具备了足够的功率和刚性以及有较大的调速范围(主轴转速和进给量),能够实现平面、轮
廓、键槽等的铣削,如果使用适当的铣床附件,可加工齿轮、凸轮、弧形槽及螺旋面等特殊形状的零件,配置万能铣头、圆工作台、分度头等铣床附件,可进一步扩大铣床使用范围,适用于各种机械加工。
2.2 不足之处
首先,X60W 铣床的工作精度低,主要原因是铣床传动丝杆传动效率低下而且产生传动误差[3];铣床在铣床加工中,人为的运动铣床工作台可能产生铣削不足,定位不精甚至是过切等问题。其次,铣床原有系
统均为直通式的齿轮传动,利用齿轮将三相异步电动机的旋转力传动到螺纹杆中,没有编程与算法的柔性,无法完成稍复杂化的零件加工。
2.3 改造方案
机械部分的改造是对机械传到系统进行分析、改造的过程,分析待改造部分的作用、工作方式与特性等,对其进行拆除与改造,使其达到数字控制的要求。改造方案 1:为了确保生产效率和传动的平稳性,实现高精准定位,选用伺服电机,将 X、Y、Z 轴普通丝杆更换成新滚珠丝杆,电动机与丝杆之间的机械能传动方式采用齿轮传动,利用 PLC 控制同时采用闭环控制系统使得改造后的铣床精度更高。
改造方案 2:为了节约成本,同时兼顾一定的精度,选用带刹车的步进电机,并将 X、Y、Z 轴普通丝杆改为滚珠丝杆,电动机与丝杆之间的机械能传动方式采用齿轮传动,利用 PLC 控制。
改造方案 3:为了成本的最低化,三轴传动丝杆不变,选用步进电机传动对丝杆进行直接传动,电动机与丝杆之间的机械能传动方式采用同步带传动,利用PLC 控制。
考虑到铣床改造主要是为了降低成本、满足生产需求与精度需求,用于大批量零件的加工,本次改造将采用方案 2。
3、 控制部分的改造
3.1 改造要求
任何一种机械电器控制系统都是为了达到被控制对象的工艺控制要求,以提高产品质量和生产效率。所以设计 PLC 控制系统,应达到以下基本原则。
(1)运行效率高。PLC 系统工作运算速度快,以实现对大量数据的分析、处理及运算,满足数控加工过程所必需的高效性[4]。
(2)柔性加工。PLC 控制工作台沿 X、Y、Z 三个坐标方向的移动及移动速度,有快速移动功能,并具有刹车抱闸装置。能完成需要加工的要求,适用于加工中小型零件的平面、成形表面(如任意圆弧、凸轮的曲面等)及 45°内任意的平面。
(3)其他。要求 PLC 控制系统安全、稳定,在满足控制要求的基础上,保证控制系统经济实用、工作可靠、维修方便。
3.2 改造方案
考虑到机械产品的变化和生产工艺的发展走向,实现控制机械加工过程的产品质量以及让人能够容易直观的学习上手编写程 序,选用西门子 S7 -200smart 系列 PLC,西门子 S7-200smart 系列 PLC 具有高速度、高性能的特点,其指令丰富,有专门的定位指令,控制步进电机和伺服电机简单,控制精度高,同时还可以实现某些难度的动作。
3.3 确定电气设备
可编程逻辑控制器是专门为工业环境的应用而设计的数字运算操作电子系统。PLC 采用可编程存储器,内部存储执行逻辑运算、顺序控制、时序、计数、算术运算等操作的指令,通过数字式或模拟式的输入输
出控制各种机械设备和生产工序看。PLC 的规格分为大型、中小型,输出方式分为继电器输出、晶体管输出。
3.3.1 PLC 选型的基本原则与要求
(1)基本原则。最大限度地满足被控对象得控制要求,设计前应深入现场进行调查研究,搜集资料,并拟定电气控制方案;在满足控制要求得前提下,力求使控制系统简单、经济、使用及维护方便,保证控制系统安全可靠。
(2)选型要求。支持高速脉冲输出并至少携带三个以上脉冲口,具有多个输入输出接口,并支持拓展,价格适中,功能齐全。
3.3.2 PLC 型号的确定
根据铣床运动控制的需求,选择的 PLC 型号:西门子 s7-200smart ST30 24V/DC/DC/DC/晶体管输出。选型及具体参数见表 1。
表 1 PLC 参数
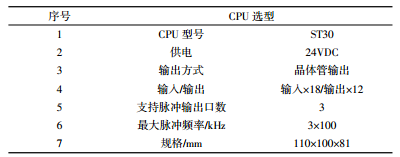
西门子 ST30CPU 模块本体集成 3 路高速脉冲输出,频率高达 100 KHz,并能够安装多个拓展模块,支持 PWM/PTO 输出方式以及多种运动模式,轻松驱动各类脉冲驱动器。CPU 集成的 PROFINET 接口,可以连接多脉冲驱动器,配以方便易用的 SINAMICS 运动库指令,快速实现设备调速、定位等运控功能。
3.3.3 控制开关电源选型
根据步进电机选型来确定控制开关电源的规格与型号。三轴步进电机支持 50-80VDC,5 A 输入电,结合需要选择:HJS-480 直流开关电源,输出电压范围:0 ~ 80 V 连续可调(可调至 81 V),输出电流:6 A;根据 PLC 型号 S7-200smart,其支持 0-20VDC,2 A输入电,结合需要选择:德力西 CDKU-50-24 直流开关电源,输出电压范围 0 ~ 24 V,输出电流:2.1 A。
4 、PLC 控制系统工作原理
可编程控制器的结构类型众多,其组成原理一般大致基本相同,都是以微处理器为核心的结构。通常由中央处理单元(CPU)、存储器(RAM、ROM)、输入输出单元(I/O)、电源等几个部分组成。
4.1 系统组成
(1)中央处理单元(CPU)。CPU 作为整个 PLC 的核心大脑,起着总指挥的作用。CPU 一般由控制电路、运算器和寄存器组成。这些电路装在一个芯片上。其主要功能有以下一些:从存储器中读取指令,执行指令,取下一条指令,处理中断。
(2)存储器(RAM、ROM)。存储器主要用于存储编写的系统程序、自身程序和相关工作数据。常使用的存储器有 RAM、EPROM 和 EEPROM。RAM 是一种可进行读写的随机存储器存放用户程序。生成用户数据区,存放在 RAM 中的用户程序可方便地修改。RAM 存储器是一种高精密、消耗功率较低、价格便宜的半导体存储器,可用锂电池做备用电源。掉电时可自动保持存储的信息。EPROM、EEPROM 都是只读存储器。用这些类型存储器固化系统管理程序和应用程序。
(3)输入输出单元(I/O 单元)。PLC 上的输入输出信号接口,根据不同类型的 PLC 其接口有多有少,其输出控制器一般是交流接触器。
(4)电源。PLC 电源有一个外接电源,其主要把外部的单元供电转化为内部的工作电压,同时内部自身还有有 DC24V 直流电主要用于对 CPU 和 I/O单元供电。
(5)编码器。在计算机中利用编码器,把用户编写的程序信号存储在存储器中,可以有效进行程序的监控、检查、修改、调试等。
4.2 工作原理
一般普通铣床的电气控制器,都使用的是顺序控制模式。而采用 PLC 最大的好处,就是可以很方便完成所有程序的模式。而通过 PLC 控制器,因为 PLC 中“软元件继电器”的触点是能够无限多次通过的,所以在程序设计中,就不用考虑触点多少的问题了,而PLC 的所有辅助电源、定时器、计数器等控制模块,也都是由 PLC 内置的寄存器完成的,从而节约了许多外部的电源。PLC 程序控制时,由内部 CPU 进行各部件上的逻辑相关性操作,而 PLC 外部只需负责输入端部开关,按键的指示信息,并输出端部接触器、指示灯以及负载,然后再由接触器监控电动机的工作,而无须考虑接触器内部的逻辑关系。所以,也可将其上述普通铣削机床的控制系统全部换成了 PLC 控制器,整个操作过程不变。
4.3 I/O 口的分配
针对不同类型铣床的电气控制特点,其要求输入/输出都有开关量。机床的各种操作与辅助性能图 1所示。
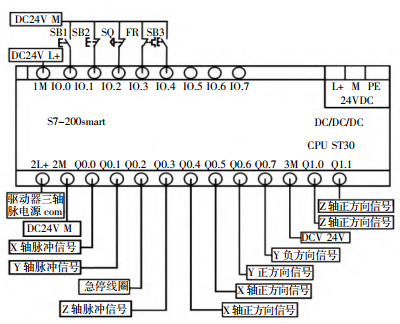
图 1 PLC接线
通过 I 口对 PLC 程序进行启动和停止,通过 O口输出脉冲与通断信号。共需 5 个输入点,10 个输出点,为此,可以选用西门子 s7-200smart ST30,输入点数 12、输出总点数 18 点,可以使机床完成所有主要操作的基本要求。主要的 I/O 分配见表 2 所示。经改造后的铣床具有柔性加工的特点,具有市场上主流数控铣床的主要优点(柔性数控化加工),适应性较强、加工精度较高、生产效率较高和加工质量相对稳定等。它综合地应用了计算机应用、自动控制、伺服驱动、高精度测量和创新的机械结构等多方面的前沿技术,符合今后机床控制发展方向。
5、 结 语
通过对三轴的改造与加装,利用 PLC 控制铣床的运动,达到了铣床数控化改造的目的,既能将老旧资产盘活,又让其发挥了生产的功效。老旧铣床改造不仅满足了当下企业对加快生产力的需求,同时还解
决了社会对老旧铣床最终归何去何从的问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

