


质量定心孔机床在曲轴加工中的应用
2017-12-21 来源: 神龙汽车有限公司 作者:刘雪松 易晓姣
摘要:简述曲轴动平衡偏心量的分解方法,并在此基础上分别介绍了两种质量定心孔机床偏心量的调整方法和调整原理:法国COMAU机床采用四个调整轴,分别按两端偏心量要求直接调整曲轴位置,实现曲轴的定心孑L位于质量中心孑L处;西班牙ETXE—TAR机床采用两个调整轴移动曲轴的位置和两端坐标偏移相结合的方法,问接巧妙地实现曲轴的定心孔位于质量中-5,:fL处。对比分析两种机床偏心调整驱动的结构区别,识别各机床的制造成本和精度调整上存在的优缺点,为购买设备提供一定的经验反馈。
关键词:曲轴 定心孔 平衡
1、前言
曲轴的不平衡量是导致发动机产生振动和噪音的主要原因。目前大多数企业都采用带补偿量的质量中一C,:fL定位方式加工曲轴。相比采用几何中心孔定位方式,带补偿量的质量中心孑L定位可以减少曲轴动平衡时的去重量,提高动平衡的合格率、降低废品率、缩短工时、提高生产效率。目前,由于质量定心孑L机床制造厂家不同,实现曲轴位置调整的方法不同。了解实现曲轴位置调整的方法和原理,有利于机床维修和进行质量调整。以法国COMAU质量定心孔机床和西班牙ETXE—TAR质量定心孔机床为例分别对其定心原理进行研究分析。
2、曲轴偏心量分解方法
曲轴的几何中心和质量中心往往存在一些偏差,即偏心。如图1所示,A点为质量中心,曰点为几何中心,砑即为偏心量,可分解到水平和垂直两个方向H/V 。
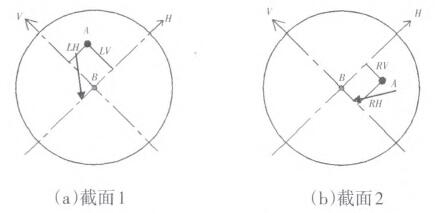
图1 曲轴不平衡量合成分解示意
曲轴的偏心量可由动平衡测量机测量,偏心量数据传给中心孑L加工机床,这种机床都设计有曲轴位置调整轴,使曲轴的质量中心移动到几何中心的位置。根据动平衡理论,转子在多个平面的动不平衡问题可以转换为任意两个平面的不平衡问题;因此,动平衡测量机测得的数据经过处理,传给中心孔机床的数据是曲轴两端特定截面的偏心量即LH、LV(左端水平竖直方向)、RH、RV(右端水平竖直方向)。
如图2所示,曲轴的不平衡量被分解到A-A平面和c—C平面。加工时,工件的A—A、c—c截面分别放在左右调整块的位置,通过驱动轴前进或后退调整曲轴相对机床的位置,从而实现偏心。
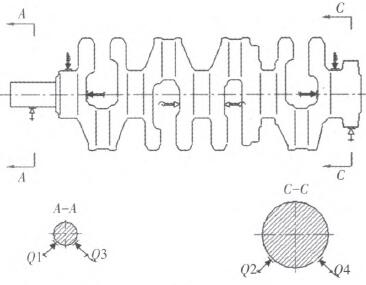
图2曲轴定位加紧示意
3、质量定心孔机床
3.1法国COMAU质量定心孔机床定心原理
神龙汽车公司EW发动机曲轴L3生产线建于2008年,opl0钻中心孔机床使用的是法国COMAU质量定心孔机床,该机床针对四个调整值LH,LV、RH、RV分别设计有4个调整轴,图3所示为CO.MAU质量定心孔机床坐标系示意,其中Q1、Q2、p3、Q4为调整轴,与水平方向成450,且与Z轴的垂直面平行。y、z为几何轴,在该坐标系中编程刀具运行加工中心孔。
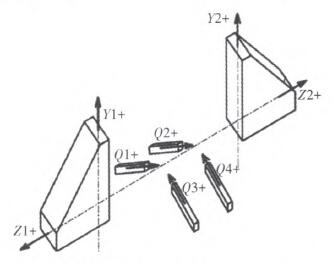
图3 COMAU质量定心子L机床坐标系示意
这种设计直接根据LH、LV、RH、RV值进行调整,不需转换,比较直观。调整时如图2所示:Q1轴按胡移动、Q3轴按Ly移动,完成左侧A-A平面处的偏心量调整;(22轴按RH移动、Q4轴按RV移动,完成右侧C—C平面处的偏心量调整。每个调整轴均有一个小型伺服电机驱动以调节工件按偏心量要求进行定位,调整部位共需要四个电机驱动。调整后夹紧工件,中心孔按YI=0、Y2=0定位,Z1、z2进给钻孔,完成质量定心孔的加工。
但是,这种情况下需要保证机床左右两边刀塔的中心绝对对齐,】,方向可以人为修正,x方向只能通过机床制造来保证。
3.2 ETXE—TAR质量定心孔机床定心原理介绍
EB发动机曲轴生产线建于2014年,opl0钻中心孔机床使用的是艾西塔ETXE—TAR质量定心孔机床,机床结构有别于COMAU质量定一5,q‘L机床,仅使用两个调整轴。图4所示为ETXE—TAR质量定心孔机床坐标轴,x、y、z为几何轴。u1、眈为两端截面处的调整轴,只能进行水平方向的移动,调整驱动轴模型详细结构见图5。
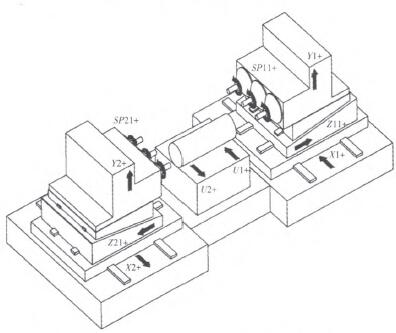
图4 ETXE—TAR质量定心孑L机床坐标轴示意
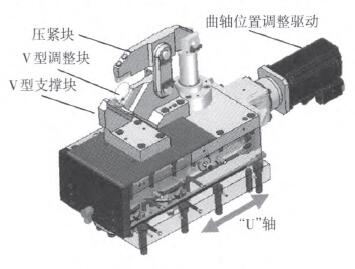
图5调整驱动轴(U轴)模型
仅仅使用两个水平方向移动的调整轴不能够直接实现四个方向的调整,因此ETXE—TAR对偏心数据进行分解处理和转换,将总移动量分解为调整u轴移动量和坐标系偏置量。使u轴移动量和坐标系偏置量的和满足总移动量。
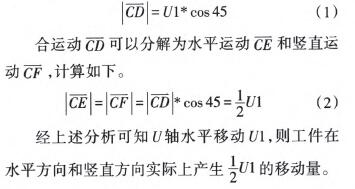
U,轴水平移动Ul,则工件实际在水平方向和竖直方向上产生U1的移动量,原因如下。如图6所示,如果U轴水平移动Ull(按箭头方向),则工件的合运动是沿着OD方向移动了历,计算如下。
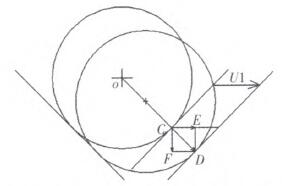
图6 U轴移动产生的工件实际移动量示意
为满足调整量LH、LV、RH、RV,ETXE—TAR对数据进行了处理,具体如下。a.U轴的调整量。眈轴为£u,U1轴为RU。b.机床坐标系偏置量。通道2(左侧)分别为X-LESP,Y_LESP;通道1(右侧)分别为X_ESP,y-ESP。左右两边水平和竖直方向均要满足总移动量LH、LV、RH、RV要求,计算如下。
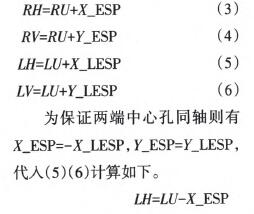
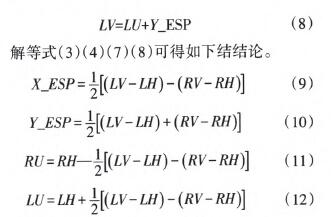
综上,已成功将调整量分解为u轴移动量和坐标系偏置量。因此,当偏心量删、LV、RH、RV数据传给中心孔加工机床时,机床程序中将坐标系按X_ESP,Y_ESP偏置,同时U轴移动按LU、RU移动开始加工,即可实现曲轴定一C,qL按偏心量要求加工。
3.3 两种结构对比
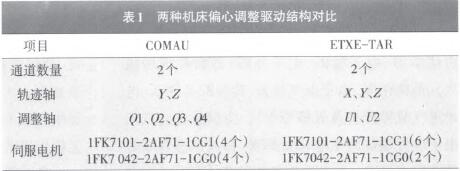
表1所示为两种机床偏心调整驱动部分结构的对比,从表1中内容可以看出两种机床均有两个通道,分别加工两端的中一b:fL。COMAU机床包含轨迹轴Y、Z(4个伺服电机驱动)和调整轴Ql、Q2、Q3、Q4(4个小型伺服电机驱动);ETXE—TAR机床包含轨迹轴x、y、Z(6个伺服电机驱动)和调整轴Ul、睨(2个小型伺服电机驱动),两种机床使用的伺服驱动数量均为8个,但是大的伺服电机和配套的滚珠丝杠副的成本高一些,因此ETXE-TAR机床制造成本要高一点。然而,由于COMAU机床有l,轴没有x轴,因此两端在x方向的对零只能由机床制造安装精度保证,设备老化、二次运输均会导致两端中心孔同轴度很难保证;而ETXE—TAR机床只要设备稳定性好,是完全可以通过X、l,坐标的修正补偿保证两端中心孔的同轴度。虽然ETXE—TAR机床的结构设计需要对偏心量数据进行处理,但其原理过程并不复杂,程序中的运算也相当简单,不会增加编程人员的工作量。
在偏心量调整范围方面,神龙公司EW和EB曲轴毛坯要求偏心量小于0.5 mm,从生产实际可知两种机床均可以完成这一要求。
4、结束语
了解设备的结构特点,在新项目设备选择时可根据需要选择合适的机床,提高投资的性价比。针对调整结构设计方面进行比较,ETXE—TAR机床成本高于COMAU机床;精度方面在使用初期无区别,应考虑产量来选择设备。小批量生产、短期寿命(约10年)生产建议使用COMAU机床,较大批量生产、长寿命产品的生产(约20年),采用ETXE—TAR机床可以避免设备老化后精度恢复难的问题。在具体的机床选择时还要结合机床其他方面的结构特征综合进行考虑。同时了解曲轴定心孔加工机床动平衡偏心量调整的方法原理和机床结构特点,有助于分析解决现生产中动平衡质量问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

