


高中压开关柜断路器深孔触臂冷挤压工艺研究
2019-11-21 来源:福建省三星电气股份有限公司 作者:黄顺家 王培农 王新武 王汉钦
高、中压开关柜断路器触臂是断路器的核心零件,经查阅现阶段国内外该产品的生产工艺主要为采用 T2 紫铜棒料或管料通过数控车床加工而成,其缺点为原材料成本高、产品的机械性能及物理性能受原材料本身状态影响较大、毛料重量大、生产劳动强度高、消耗很大的自然及社会资源等。冷挤压工艺是将金属毛坯放在冷挤压模腔中,在室温下,通过压力机上固定的凸模向毛坯施加压力,使金属毛坯产生塑性变形而制得零件的加工方法,是一种先进的近终成型工艺。冷挤压工艺可提高材料利用率,减少产品生产周期,降低产品生产成本;可使金属材料内部呈规则方向流动,提高产品的硬度、抗拉强度、电导率等机械及物理性能,从而大大提高产品的使用寿命及安全性能。本文综合多种学科,应用先进的模块化设计方法,对采用冷挤压工艺生产该类电力设备核心部件进行了研究。
1、零件工艺分析
1.1 工艺分析
图1所示为高中压开关柜断路器触臂设计图,材质为T2紫铜。
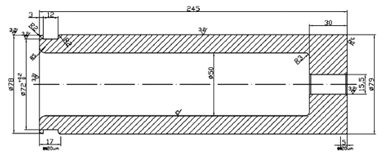
图1 原高中压开关柜断路器触臂设计图
原有生产工艺是通过数控车床领用棒料 ϕ 80×250mm(11.18kg)进行加工,单件加工工时需要1.10h,特别是采用钻镗加工内孔需要花费 0.6h 以上的工时,员工需要花费很大的体力进行钻孔及搬运。日产能8~10件,生产投入成本和生产效率不理想。
采用冷挤压工艺分析如下:
1)挤压方案确认:该零件属于套筒类产品,故采用反挤压方案进行挤压。
2)材料确定:冷挤压生产时如果材料硬度越高,那么挤压过程中需要的挤压力也会更高。依据挤压力选定原则:减少挤压变形量,提高挤压效率,降低冲头的挤压冲击力及原材料选择优化,材料选择用 T2 的 R 状态,而产品外形尺寸为 ϕ 79mm,为了 减 少 材 料 的 流 动 量 及 加 工 量 ,原 材 料 采 用ϕ 80mm规格。
3)产品毛坯挤压填充在凹凸模具之间,内腔与外圆会存在同心度偏差。由于机加工原则为优先加工外部再加工内部,采用冷挤压时内孔的粗糙度可以达到Ra3.2以内,所以内孔可直接挤压成形,外圆留加工余量。内腔直接挤压成形,可减少钻、镗削内孔的工时 0.6h 和原材料重量 ϕ 50×215mm 约3.76kg。
4)该零件内孔深度与内孔直径的尺寸比例为215/50=4.3,已趋于深孔。挤压过程中材料的流动量大。冲头承受的力高,易产生偏移弯曲折断,故需要针对冲头进行详细的设计。
生产工艺分析如下(高中压开关柜断路器触臂冷挤压毛坯如图2所示):
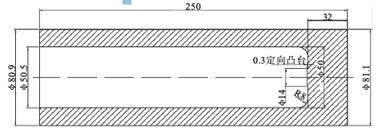
图2 高中压开关柜断路器触臂冷挤压毛坯图
1)毛坯成形后的首道机加工基准为内孔 ϕ 50mm及底面,加工端面至30mm厚度,并钻 ϕ 15.5mm孔,两端倒角1×45°。尾座顶 ϕ 15.5孔mm,车削外圆至ϕ 79mm,调头,软爪夹紧 ϕ 79mm校正,以 ϕ 15.5mm底 部 端 面 为 基 准 ,车 削 端 面 定 总 长 及 切 槽 和倒角。
2)表面处理电镀。
综上分析,该零件加工工序流程:软态拉制 T2紫铜棒料—圆盘锯床下料—润滑—冷挤压—车削ϕ 15.5mm 孔底部及外圆 ϕ 79mm—调头车削定总长及车槽倒角—表面处理电镀。
1.2 工艺计算
1.2.1 毛坯重量计算
根据图2计算出毛坯质量为7.689kg。
1.2.2 毛坯尺寸计算
选定外径为 80mm 的 T2 紫铜棒料为毛坯料外圆,根据毛坯质量推算出毛料长度L=172mm。确定挤压坯料尺寸为 ϕ 80×172mm。
1.2.3 断面收缩率计算
断面收缩率 εF=(F0-F1)÷F0×100% (1)
F0—变形前毛坯的横断面积,mm2;
F1—变形后毛坯的横断面积,mm2。
由上可得F0=40×40×3.14=5024mm2
F1=40.5 × 40.5 × 3.14- 25 × 25 × 3.14=5150.39-1962.5=3187.89 mm2
所以断面收缩率 εF=(5024-3187.89)÷5024×100%=36.55%
1.2.4 挤压次数确认
当断面收缩率 εF≤ εF许时,只用一次挤压就可以成形;当断面收缩率 εF≥ εF许,需要进行多次挤压。
表1 常用材料的许用变形量εεF许对照表
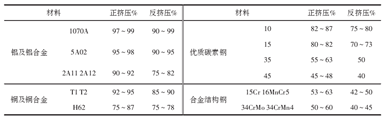
查表 1 可得在正挤压情况下铜及铜合金的许用变形量 εF许为 92%~95%,确定该零件只需一次就可以挤压成形。
1.2.5 挤压力计算及设备选择
P=cp F (2)
P—挤压力,KN;
p—平均单位挤压力,Mpa,可在图3中查出;
F—凸模与毛坯直接接触表面在水平面上的投影面积,mm2;
c—安全系数,因材质的软硬波动、润滑处理的质量、表面粗糙度等意外因素、需要额外增加,一般取c≥ 1.3。
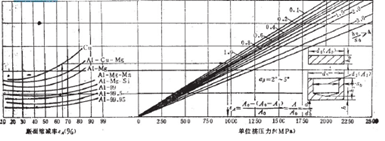
图3 有色金属反挤压时单位挤压力图算表
由式(2)可得,P=1.3×25×25×3.14×620MPa=1581.8k N
根据上文计算出的 P 值,选择挤压力 1600k N以上的四柱液压机设备。
2 模具设计
2.1 模具结构及设计特点
模具结构如图 4 所示。由于触臂类零件都是类似,长短不一,故采用通用模架,只需更换凸模 8和凹模3就可以重复使用。随时更换,既降低了成本,又扩大了使用范围。增加卸料板及根据零件特点针对凸模进行细节设计。
4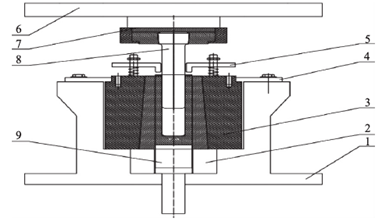
图4 深孔触臂冷挤压模具图
1.通用模架;2.垫块;3.凹模;4.凹模压板;5.卸料板;6.上模板;7.冲头夹套;8.冲头
2.2 凸凹模具受力分析
凸模单位最大受力p凸=P÷F凸(3)
P—总挤压力,N;
F凸—冲头水平投影受力面积,Mpa/mm。由式(3)可得,凸模单位最大受力:p凸=1581775÷1962.5=807Mpa
凹模单位最大受力p凹=P÷F凹(4)
P—总挤压力,N;F凹—凹模水平投影受力面积,Mpa/mm。
由式(4)可得,凹模单位最大受力:p凹=1581775÷5024=315Mpa
2.3 凸模设计分析
从上可得凸模在挤压过程中承受的力比凹模大,凸模长度与工作直径比值为 215÷50=4.3,凸模细长,在挤压过程中易产生纵向弯曲和偏移,为了防止及减少失稳的情况,减少冲头的受力。对冲头进行设计如下:
2.3.1 冲头表面粗糙度抛光至 Rz1.6,减少挤压摩擦力。
2.3.2 原图纸设计内孔底部为90度R3mm角,不利于挤压过程中原材料的流动,造成挤压压力增加,所以必须变更底部根角的设计 R 角。触臂是采用M14 的螺栓连接锁紧,其 M14 垫片最大外径为27mm,底部根角最大可以达到 R10mm。本设计为R8mm。
2.3.3 冲头底面设计为圆锥面角度为0.3°,增加挤压过程中材料的流动性,减少受力。
2.3.4 因零件正中心后续加工需要钻 ϕ 15.5mm的通孔,为了保证冲头的稳定性,不会产生纵向偏移导致弯曲折断,在冲头正中心增加深度为 0.3mm,直径为 ϕ 14mm 的定位凹槽,使冲头在挤压过程中不会偏移导致弯曲折断;
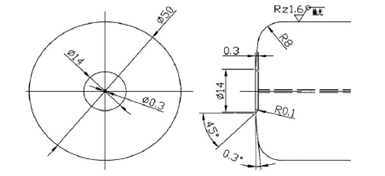
图5 凸模设计细节图
2.3.5 在挤压完成后,冲头与零件脱模过程中,中间空腔会产生真空,需要在冲头钻 ϕ 0.3mm 的小孔,使冲头在脱模过程中不会因真空吸力导致零件吸附在冲头上而无法脱模。
凸模设计细节如图5所示。
2.4 凹模设计分析
2.4.1 凹模采用组合式有如下优点
1)减少切向拉应力,有效的防止内层凹模的纵向开裂,提高凹模的强度,延长模具寿命。
2)减少凹模材料的使用量,降低材料成本及热处理成本。
2.4.2 零件臂厚14.5mm,零件在挤压过程中需要冲头脱模动作。为了增加脱模效果,需要内凹模内腔制作成为内倒锥设计,倒锥锥长控制在0.3mm以内。
3、实验与分析
3.1 通过以上工艺及模具优化后实现了触臂批量生产。如图 6 所示为冷挤压生产的深孔触臂毛坯实物图。
3.2 金属流线更加密实,流线挤压过程不会被切断,增加了零件的机械强度。金属流线图对照详见图7。
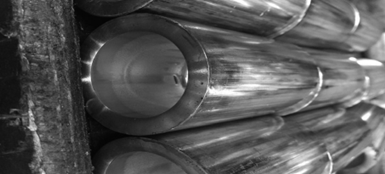
图6 冷挤压生产的深孔触臂毛坯
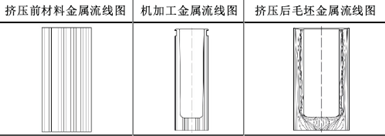
图7 金属流线图对照
3.3 提高了产品的硬度,并使零件的材料基体更加密实,晶粒组织更为均匀、细化。棒料与冷挤压性能对照详见表2,经济性能指标详见表3。
表2 棒料与冷挤压性能对照表
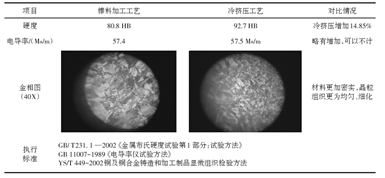
表3 经济性能指标

4、结论
4.1 采用冷挤压工艺生产该零件具有提高生产效率、提高原材料利用率、降低原材料使用成本、零件的硬度得到显著提高和金属流线更加合理从而提高产品使用寿命等优点。
4.2 详实的工艺模具分析、计算充分考虑冷挤压过程中产生的问题并列出相应解决方案,最终有效的生产出合格的毛坯。
4.3 突破性的提出平面斜锥、端角增加圆角、增加真空导气孔等工艺和设计,有效地减少了挤压过程中材料流动性原因产生的挤压力和脱模时产生的真空吸附力,提高了冲头的生产寿命。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

