



基于 PLC 在 HNC-818 加工中心换刀故障的应用
2019-5-14 来源:三门峡职业技术学院 电气工程学院 作者:潘晓贝
摘要: 对 HNC-818 加工中心在刀库换刀时刀库不动的故障现象进行了研究,使用了 PLC 控制电气系统进行故障诊断的方法,解决了 HNC-818 加工中心所出现的换刀故障问题。结果提高了处理故障的效率,此方法为广大从业人员解决该方面的问题,提供了可借鉴的经验。
关键词: 加工中心; PLC; 电气控制; 故障
0 引言
数控机床中出现的大多数故障都能够通过 PLC程序检查出来的,或者在屏幕显示报警信息,或者不产生报警信息。
因此使用 PLC 功能进行处理解决数控机床的故障在处理国内外的研究也比较多,但是研究资料表明大多是 Fanuc 系统和西门子系统,对华中的高端系统,如 818 系统的研究甚少。
本文就 PLC 功能的灵活与便捷性为切入点,将HNC-818 加工中心的机械手换刀时出现的故障问题方面,在进一步分析 818 型数控机床 PLC 功能的基础上,实现准确有效的消除故障,恢复机床的功能。
1 、HNC-818 加工中心 PLC 结构
HNC-818 型数控系统 PMC,采用了内置式软 PLC实现对数控机床的顺序控制,根据用户对机床实际控制需要,采用 PLC 程序语言梯形图进行编制的。HNC-818 型数控系统 PLC 用户程序是通过梯形图的编辑界面,进行在线的编辑,或者通过电脑装载华中梯形图专用软件 LADDER 进行编辑
。
华中梯形图采用循环扫描的方式。程序开始执行时会运行一次初始化,以后就把所有输入的状态发送到输入映象寄存器,然后开始顺序调用用户程序。
当一个扫描周期完成的时候,就把所有的结果都传送到输出映象寄存器,用以控制 PLC 的实际输出,如此循环往复。
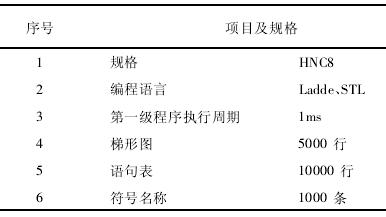
其系统的 PLC 规格如表 1 所示。
表 1 HNC-818 型数控系统 PLC 规格
2 、斗笠式刀库的
PLC 控制换刀过程HNC-818 型数控机床的刀库形式如图 1 所示,是斗笠式刀库。

图 1 机床的刀库形式
该刀库在换刀时,开始向主轴方向平行移动。首先,取下主轴上面的原有刀具。使主轴上的刀具进入到刀库的卡槽里,此时主轴向上移动开始脱离刀具。
其次,对主轴安装新的刀具。刀库开始转动寻找新的刀具号位置,当新的刀具正对主轴正下方时,主轴开始下移,使新的刀具进入到主轴锥孔内并夹紧。
最后,待装完新刀具,刀库开始退回到原来的位置,此时刀库换刀结束。其刀库选刀的流程图如图 2 所示。
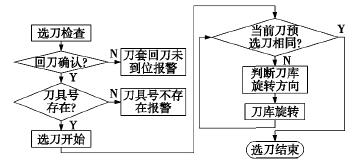
图 2 华中 8 型刀库选刀的流程图
3 、斗笠式刀库换刀时刀库不动的故障及处理
HNC-818 加工中心具有 24 刀位的刀库。在换刀时,数控 CNC 报警提示 ATC NOT READY 。针对该问题对机器的线路及 PLC 控制部分进行检查,以便于消除故障。
根据图 2 所示的选刀流程图可知,当数控系统发出换刀指令,如 M06 T3 时,刀库不动作并发出报警信息,此时,对机床的操作模式、气泵及刀库的状态进行检查。
( 1) 对机床的操作模式进行检查确保机床的操作模式在自动状态下,机床也没有处于被锁住的状态,其换刀指令输入正确,所更换的刀具也安装在刀库中并且位置正确,此项目检查无误,不存在故障。
( 2) 对数控机床的气泵进行检查查看数控机床气泵的压缩空气气压数值,经过查看说明书,其气压值在要求范围内是 0. 55 MPa。符合数控机床的压缩空气压力在 0. 5MPa ~ 0. 6MPa
之间的范围值。
因为提供的压缩空气压力值低于范围值时,刀库会因在换刀过程中压力不够而造成不动作,而此时的压力是满足的,该项目检查无误,也不存在故障。
( 3) 对刀库的初始状态进行检查检查刀库的初始状态以及传感器的状态,通过数控机床系统提供的 PLC 地址诊断功能帮助检查,查看输送到数控机床系统 PLC 的入口信号正确与否。
进入“诊断”下的梯形图“监控”界面,查看是否有输出信号,其梯形图诊断界面如图 3 所示。
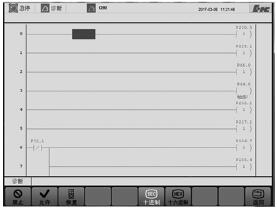
图 3 梯形图诊断界面
根据如图 4 所示输出模块 HIO-1021N,Y1. 6 和Y1. 7 的刀库旋转信号输出正常,检查刀库进退信号Y1. 4 和 Y1. 5 的输出信号正常,系统的 PLC 逻辑顺序满足条件。
于是根据表 1 所示输入输出接口,对刀库进到位信号 X3. 0、刀库退到位信号 X3. 1、主轴紧刀到位信号X3. 2、主轴松刀到位信号 X3. 3 进行检查,发现其控制信号线路及元器件都没有问题。
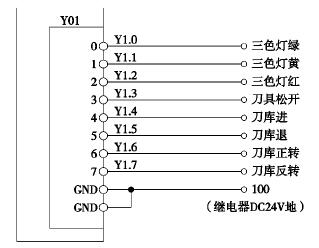
图 4 所示输出模块 HIO-1021N
最后,检查刀库的刀位计数信号及中间继电器。查看 X1. 7 的信号,等于 1 则没有问题,排除了线路和刀库计数开关的问题,其刀库计数的 PLC 如图 5 所示。
此时,按下刀库正转或反转时,刀盘却不能转动并且出现了刀库计数报警的信息,再按下正转的继电器KA25 和反转的继电器 KA26,并查看正转的接触器KM5 或反转的接触器KM6,发现接触器 KM5 和 KM6的吸力不好,不能正常吸合。仔细检查发现短路环断路,于是更换了两个接触器,刀库运转正常了。
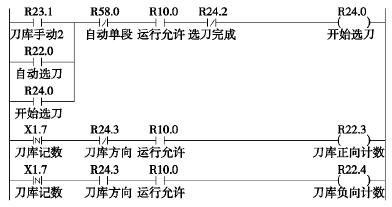
图 5 刀库计数的 PLC
4 、常见的其它换刀问题及解决对策
( 1) 刀库进出不正常刀库进出不正常时与刀库相关的元器件有电机、继电器、换刀接近开关等有关系。首先,检查电机的电源是否正常工作,电机能否转动,继电器的线路有无虚接现象,检测触电有无熔接或熔化现象;其次,还可以根据机床的接口信号和 PLC 控制,进入机床数控系统调用 PLC,查看 PLC 的运行状况,以判定有无故障点;最后,检查换刀的接近开关工作是否正常、刀库准备信号与换刀信号有无线路虚接的现象,信号是否正常工作等以及传动机构及刀库的转盘是否灵活,有无卡死的故障现象。
( 2) 数控机床撞刀故障数控机床在换刀时出现撞刀故障,需要对机床的电磁阀和主轴的紧刀信号进行检查。首先,在排除用户程序无误的情况下,要检查紧刀电磁阀是否正常工作。其次,根据输入输出接口和机床 plc控制,进入系统调用 PLC,以观察此循环是否正常,不正常则说明电磁阀的工作有问题,对电磁阀进行检查与更换。
最后,检查主轴的紧刀信号丢失会导致主轴停止转动,但是 X 与 Y 坐标依然走动。此时可进行修改PLC 的控制程序或者调整紧刀开关使其压合正常。
5 、结论
作者在熟练掌握 HNC-818 加工中心换刀的原理与过程的基础上,快速、准确的实现了维修机床换刀故障。尤其对刀库不动时所产生的故障,采用了调用PLC 梯形图,分析梯形图的运行状况,快速的发现故障的所在位置,仔细的分析故障发生的原因,很好的消除了机床换刀时故障,为安全生产提供可靠的保障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

