


磨削加工技术是先进制造技术中的重要领域。高速及超高速磨削技术能极大地提高生产率和产品质量,降低成本,实现难加工材料和复杂型面的精加工。砂轮高速旋转所产生的不平衡离心力与转速的平方成正比。所以,在高速磨削过程中,即使极小的不平衡质量也会产生非常大的不平衡离心力,造成机床振动,轴承磨损,被磨削工件产生表面波纹和增大表面粗糙度值,严重影响磨床的加工精度和使用寿命[1]。
因此,在高速磨削的技术体系中,高速砂轮的在线自动平衡技术是必不可少的。美国、德国和日本等工业发达国家在高速磨床上均已普遍采用了自动平衡系统。在我国,高精度的自动平衡产品完全依赖国外进
——————————————————
基金项目: 国家重点基础研究发展计划( “973”计划) 项目( 2012CB026000) ; 国家自然科学基金重点项目( 51135001)收稿日期: 2013 - 10 - 21 修改稿收到日期: 2014 - 02 - 11第一作者潘鑫男,博士生,1987 年生通信作者高金吉男,教授,中国工程院院士,1942 年生
口,且价格昂贵,所以造成该类产品的使用受限,仅在高档机床上可见。已有的自动平衡产品主要包括机电式[2]、电磁滑环式[3 - 4]和注液式[5]三种。在前两种平衡装置中,不可避免的要在旋转部分引入偏心质量块、机械传动链或其它可动部件。在较高的工作转速下,偏心质量块会使支撑轴承承受极大的旋转载荷,造成支撑轴承变形、卡滞甚至损坏; 机械传动链也会受离心力干扰甚至锁死,不能正常工作。而注液式平衡装置因旋转部分无可动部件,不受高速离心力的干扰,更适用于高速的场合。但注液式平衡装置因注液这一过程,需要多个液压部件和液体回收、过滤装置,价格昂贵,且平衡能力随平衡过程逐渐减小,平衡状态不能停机保持。所以,近年来,国内外的很多学者致力于改进该类平衡装置,但在克服已有缺陷的同时,均会带来新的问题: 如Kerlin 等的液气式平衡装置因驱动液体转移的方式为加热汽化,使该装置的响应速度慢,且制造难度大; Steere Jr. 等的气压液体式平衡装置因在连通管上安装了四个止逆阀,使该装置不再适用于高速场合; 释液式平衡装置虽可以做到平衡液的可控排出,但注液、释液两种运行方式转换条件的判断困难,而且平衡头旋转部分具有可动部件———电磁阀; 连续注排式
平衡装置虽然具备了既能注液又能排液的功能,但无休止的注液、排液,对执行机构的可靠性有很高要求[6 - 10]。在本文中,介绍一种新型的气压液体式在线自动平衡系统[11 - 12],该系统的旋转部分无可动部件,在整个平衡过程中,不需要外界注入或向外界排出平衡液,平衡液仅在密闭的储液腔间进行定向转移。为该类系统提供了一种靶向控制策略,并通过实验,验证了该类系统的可靠性。
1、工作原理与系统设计
气压液体式自动平衡装置的工作原理为: 在对称分布的四个储液室中预先充入平衡液,位置相对的两个储液室的液相通过连通管相连,以压缩空气为动力源驱动平衡液经连通管在两个储液室之间作可控性流动。通过改变平衡盘内的液体分布,达到在线平衡受控设备的目的。
该系统主要包括平衡装置、气源系统和测控系统三部分,其工作原理图和系统框图分别如图1 和图2所示。
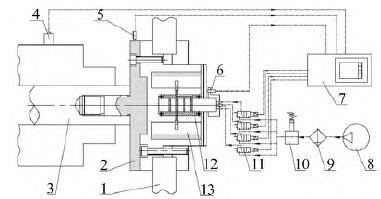
1. 砂轮2. 接杆法兰3. 电主轴转子4. 加速度传感器
5. 位移传感器6. 转速传感器7. 控制器8. 气源( 空压机)
9. 空气过滤器10. 空气减压阀11. 电磁阀组12. 气源分配
器13. 平衡盘
图1 自动平衡系统工作原理图
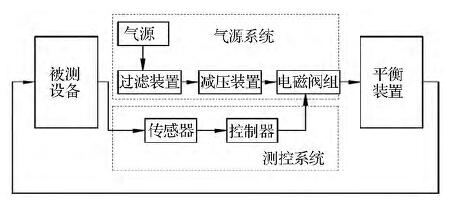
图2 自动平衡系统框图
平衡装置由平衡盘和气源分配器组成。其中,平衡盘通过接杆法兰与电主轴转子连接在一起,随电主轴同步旋转,内含四个对称分布的扇形储液腔用于储存平衡液,其储液腔盖板内加工有两条弧形的连通管路,用于作为两对储液腔间液体转移时的液体流道。气源分配器用于实现压缩空气从静止管路到旋转储液腔的动静传递,由定子、中间套和前后轴承组成: 定子静止不动,内部加工有四条轴向通道,分别连接四条进气管路,其外径刻有四条轴向均布的环槽,四条环槽分别与四条轴向通道相连; 中间套随储液腔同步旋转,其内径与定子外径间有一定间隙,且加工有四个与储液腔内壁相通的进气孔,分别对应定子上的四个环槽,用于将四路气体引入相应储液腔; 前后两轴承则可以保证中间套和定子在较小间隙下长周期、稳定地运行。
气源系统由气源、过滤器、减压阀和电磁阀组构成,主要用于将常压空气进行加压、过滤,并通过减压阀调整至适当压力,最终经过电磁阀组有方向的输入执行器。该平衡系统在平衡过程中所需压缩气量很小,驱动压力一般低于0. 8 MPa,且在平衡过程完成后,即通过电磁阀切断气路,无需持续的注气,所以利用小型的空压机或普通的压缩空气钢瓶即可满足本系统对气源的要求。
测控系统由传感器和控制器组成,传感器又分振动传感器和转速传感器,振动检测可以使用加速度传感器也可以使用位移传感器。传感器用于检测轴承座或平衡盘的振动信号以及设备转速信号; 控制器对振动信号进行采集、提取,获得振动数据,并据此输出控制信号,控制电磁阀组的通断。
2、控制策略
本文采用靶向控制方法对平衡装置进行在线控制,其特征在于: ① 在平衡装置执行操作前,系统已经准确定位不平衡量的大小和相位; ② 平衡过程中,系统有确定目标的进行注气操作; ③ 快速计算注气时间,以使系统振动幅值单调下降,平衡过程无错调现象。
2. 1 基本原理
靶向控制方法主要由5 部分组成:
( 1) 数采,用于接收被测设备的实时振动信号,提取其中的一倍频分量;
( 2) 定位,利用一倍频信号计算被测设备的不平衡量的大小和相位;
( 3) 转换,将不平衡量转换为平衡装置中气体驱动液体转移的时间控制量;
( 4) 分配,根据不平衡量的大小和相位,将时间控制量
( 5) 编译,将控制时长形成相应的控制指令输出,驱动执行器控制各储液腔对应电磁阀的开闭。
其中,数采部分通常采用跟踪滤波或FFT 等方法提取振动信号中的一倍频分量; 对于不平衡量的定位,通常采用影响系数法来确定不平衡量的大小和所在相位; 在计算时间控制量的过程中,可采用比例系数法或自适应控制算法确定注气时间,这里简述比例系数法的基本原理。
假设通过影响系数法计算得系统的初始不平衡量为U → = U∠θ。
由平衡能力U 和转移质量m 间的关系知
U = km ( 1)
式中,k 表示转移单位质量的平衡液所形成的平衡能力。因此,当初始不平衡向量为U → 时,可认为初始不平衡质量向量为M → ,计算公式如下:
![]()
设在平衡液的转移过程中,连通管中平衡液的质量流量为q,则当转移质量为m 时,所需注气总时间的大小为:
![]()
气压液体式平衡装置,利用压缩空气驱动平衡液转移。为了使平衡装置在相位为( β + 180°) 的相位产生校正质量m,系统应在β 的相位注入压缩空气,所以注气相位的公式为:
ψ = β + 180° - 180° = θ ( 4)
注气总时间以及注气相位二者合成为注气时间向量T → ,用公式表示为:
将注气总时间按正弦或余弦定理分解到各个储液腔,即可得到各腔对应电磁阀的开闭时间。
在注气时间的分解过程中,当注气相位处于0°、90°、180°和270°四个位置时,只需向单腔注气; 当注气相位处于45°、135°、225°和315°四个位置时,需同时向两腔注气,且两腔注气时间相同。对于这两种情况,直接执行即可,不需要区分先后。但除这八个位置之外,其余位置均需两个腔注气,且注气的时间长短不同。这时,需要根据控制效果,考虑注气的先后顺序,即优化控制路径。
2. 2 控制路径
现以注气相位在0° ~ 45°范围内为例,进行控制效果分析。
设初始不平衡向量为M → ,将该不平衡质量向实轴和虚轴分解,得
M →= m∠β = mcosβ + i·( msinβ) ( 6)
此时,控制系统需要分别向A、B 两储液腔注气。若两平衡管的质量流量相同,且均为q,则A 腔和B 腔对应的注气时间分别为
![]()
式中: ta > tb > 0,即A 腔对应电磁阀的注气时间长于B腔对应电磁阀
在这种情况下,控制系统的注气顺序存在5 种方案:
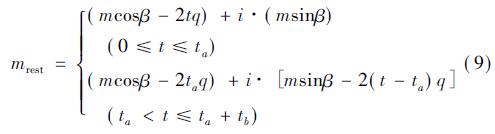
( 1) 先开B 腔电磁阀,待B 腔注气结束后,打开A 腔电磁阀,直至注气结束。控制器输出的控制指令包括两部分,以时间t 为变量,剩余不平衡量可用公式表示为
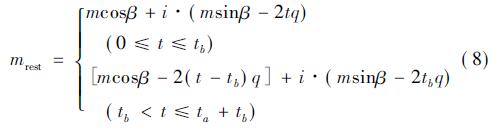
( 2) 先开A 腔电磁阀,待A 腔注气结束后,打开B腔电磁阀,直至注气结束。平衡过程中,剩余不平衡量可用公式表示为
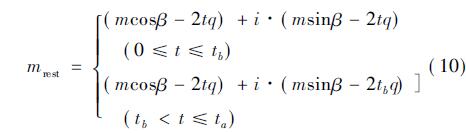
( 3) 同时打开A、B 两储液腔电磁阀,待B 腔注气结束后,关闭B 腔对应电磁阀,A 腔电磁阀继续打开,直至注气结束。平衡过程中,剩余不平衡量可用公式表示为
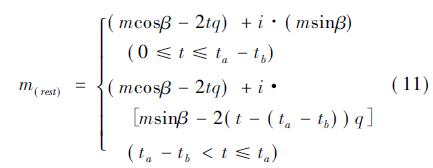
( 4) 首先打开A 腔电磁阀,在A 腔注气一段时间后,开启B 腔电磁阀,最终两电磁阀同时停止工作。平衡过程中,剩余不平衡量可用公式表示为
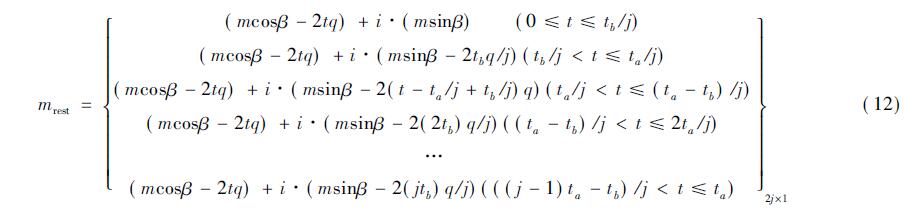
( 5) 将B 腔电磁阀的通电时间均分为j 份,在打开A 腔电磁阀注气的过程中,B 腔电磁阀间断性打开,最终使两电磁阀几乎同时停止工作。在该平衡过程中,剩余不平衡量的计算需分次2j 个区间进行分段考虑,具体可用公式表示为
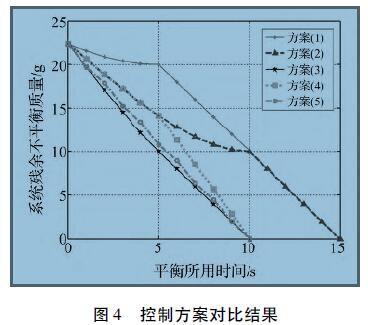
假设: mcosβ = 20( g) ,msinβ = 10( g) ,q = 1( g /s) ,则m 槡= 10 5( g) ,ta = 10( s) ,tb = 5( s) . 利用上述公式,计算5 种方案的控制过程中,剩余不平衡量的变化曲线,结果如图4 所示。
由该图曲线知,方案( 3) 对应的控制速度最快,控制效果最好,所以在控制程序中,以方案( 3) 作为最终的控制方案,即当需要同时向两个储液腔注气时,控制指令的编译包括3 步: ① 同时打开两目标储液腔对应电磁阀,向储液腔进行注气,直至注气时间短的储液腔注气结束; ② 关闭注气时间短的储液腔对应的电磁阀,注气时间长的储液腔对应电磁阀继续开放,直至注气结束; ③ 注气结束,关闭电磁阀组。
3、实验研究
为了验证气压液体式自动平衡装置的平衡效果,在卧式磨削试验台上进行了相关实验。
3. 1 实验装置
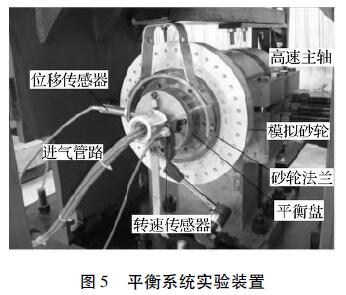
试验台所用电主轴为磨削专用电主轴,功率9 kW。所用模拟砂轮的规格参数与标准CBN 砂轮的规格参数相同,外径250 mm,内径127 mm,厚20 mm。模拟砂轮由左右两砂轮法兰夹紧,固定在电主轴上。平衡盘和砂轮左法兰加工成一体,位于砂轮盘的内部,便于更好的平衡系统由砂轮不平衡带来的振动。平衡盘外径100 mm,内含储液腔深60 mm,所用平衡液为硅油,设计平衡能力为1 356 g. mm。在平衡盘的端部加工一凸台,利用接近开关测量试验台转速和振动相位。平衡盘的长度大于砂轮和砂轮法兰的安装尺寸,高出的部分用于作为位移传感器的测量面,因为该测量面非常接近砂轮,且随砂轮同步旋转,所以可以直接的反应砂轮的实际振动。该实验装置如图5 所示。
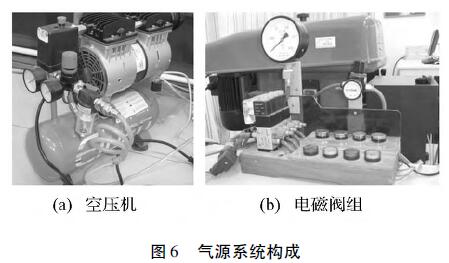
本实验装置选用一台无油空气压缩机作为压缩空气气源。该空压机的最高工作压力为0. 8 MPa,气体流量为89 L /min,并配有一容积为6 L 的储气罐,用于储存压缩空气。在空压机出口处加装过滤减压器,将压缩空气压力减压至0. 3MPa。4 台两位三通电磁阀构成电磁阀组,分别对应平衡盘内的4 个储液腔,由一台减压阀统一调整电磁阀组进口处的气体压力。该气源系统如图6 所示。
位移传感器和接近开关的电压信号通过信号调理卡和数据采集卡,输入工控机。在工控机中,利用Labview软件,编制数据处理和控制程序。在该程序中,利用输入的位移信号和转速信号,计算被测系统当前振动的一倍频振动幅值和相位,并判断被测系统的振动幅值是否超出预设值。当判断结果为真时,确定系统初始不平衡量的位置和大小,并计算各电磁阀的通电时间,输出控制指令。控制指令通过数字I /O 卡输出脉冲信号,进而控制各电磁阀的通电时间。当某电磁阀通电后,该电磁阀打开,压缩空气通过进气管路进入平衡装置,对相应储液腔实现注气操作。实验证明每次主动平衡过程多次注气操作的累计时间不应大于30s,因此在平衡程序中设定30 s 为一次平衡操作的极限时间,如果30 s 内不能将振动幅值降低至设定值以下,则停止本次平衡操作,并提示使用者,驱动压力过低或不平衡量已超出了该装置的平衡能力。
3. 2 实验效果
因该实验装置的临界转速为7 000 r /min,所以本文仅在临界转速以下进行自动平衡实验,所选转速分别为3 000 r /min,5 000 r /min 和5 500 r /min,分别对应砂轮线速度为39 m/s,62 m/s 和72 m/s,具体平衡效果如图7 所示。
在3 000 r /min 的转速下,系统初始振动幅值为6. 3 um,经过11 s 的自动平衡后,系统振动幅值降低至0. 32 um,振幅下降比例达94. 9%;
在5 000 r /min 的转速下,系统初始振动幅值为8. 5 um,经过15 s 的自动平衡后,系统振动幅值降低至0. 35 um( P - P) ,振幅下降比例达95. 9%;
在5 500 r /min 的转速下,系统初始振动幅值为10. 2 um,经过15 s 的自动平衡后,系统振动幅值降低至0. 37 um,振幅下降比例达96. 4%。
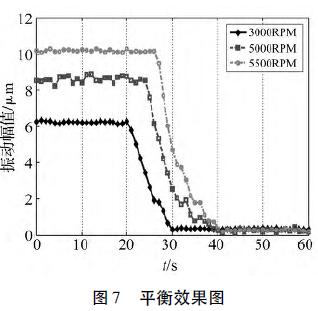
从此实验效果可以看出,本文所介绍的平衡装置在3 种工况下均可在15 s 内有效地降低系统振动幅值,且振幅下降比例均在90%以上,平衡性能可靠。
4、结论
液体式自动平衡装置结构简单、旋转部分无可动部件,比机械式平衡装置更适于高速的场合。但已有的注液式平衡装置由于注液这一过程,具有不可避免的一些缺陷,限制了该类产品的使用。本文介绍了一种新型的液体式平衡装置,不仅摆脱了注液这一过程,且旋转部分无需增加可动部件。为该平衡系统提供了一种靶向控制策略,且对不同注气顺序的平衡效果进行了定量分析,选出了最优的控制路径。通过实验结果表明,该类平衡装置可以在多个工作转速下,快速、有效地降低系统的不平衡振动。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

