


C630A卧式车床改造为数控圆弧磨床
2016-9-23 来源: 山东矿机集团股份有限公司 作者: 张金峰
摘要:在没有圆弧磨削机床的情况下,通过对C630A卧式车床的改造,运用GSK980TDc数控车床控制系统中的C轴功能,实现了对双圆弧销零件上的圆弧的磨削,投入较少的设备改造费用,保证了产品的设计要求。
1. 问题的提出
图1所示是双圆弧销的零件简图。它的两端各有一个±130°的圆弧,表面粗糙度值Ra=0.8μm,圆度0.015mm,圆柱度0.02mm。采用铣削方法加工两端圆弧达不到设计要求,磨削加工比较合理,但是在国产标准配置的设备中没有能够磨削该零件两端圆弧的机床。
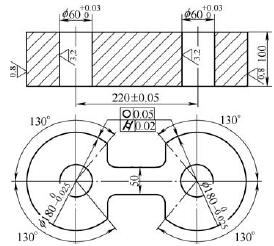
图1 双圆弧销
2. 改造方案
经过分析论证,我们决定将一台报废的C630A卧式车床改造为数控圆弧磨床,具体的改造方案如图2所示。
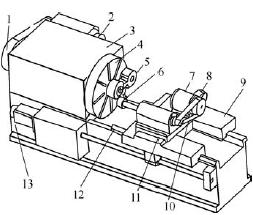
图2 圆弧磨床示意图
1.同步带 2.主轴伺服电动机 3.主轴箱 4.花盘 5.工件 6.砂轮
7.砂轮电动机 8.X向伺服电动机 9.Z向滑板 10.平带
11.X向滑板 12.床身导轨 13.Z向伺服电动机
3. 改造与实施
(1)修磨C630A床身导轨12、Z向滑板9和X向滑板11,使其达到精密车床的精度等级。
(2)拆除挂轮箱、进给箱、滑板箱、丝杠、光杠和开关杠,将纵向进给系统改造为Z向伺服电动机13和滚珠丝杠驱动,横向进给系统改造为X向伺服电动机8和滚珠丝杠驱动。
(3)拆除主轴箱3中所有齿轮、传动轴及带轮,仅留下一根主轴。将主轴前后轴承更换为P4精度等级。维修后主轴精度要求:轴线靠近主轴端面的径向圆跳动0.005mm;主轴轴向窜动0.005mm;主轴轴线对滑板纵向移动的平行度(300mm测量长度内)水平面0.01mm,垂直面0.02mm。
(4)在主轴的后端安装一个大同步带轮,前端安装花盘4。花盘4上有定位销和菱形销,将工件5安装在定位销和菱形销中,用压板和螺母压紧。砂轮修整器可安装在工件5对面的花盘4上。
(5)将原有机床的主电动机更换为广州数控设备有限公司生产的主轴伺服电动机2,其规格型号为ZJY265—11BM—B3,在主轴伺服电动机2的输出轴上安装小同步带轮,用同步带1联接大、小同步带轮,使主轴伺服电动机2与主轴实现无间隙传动。
(6)拆除原机床上的小滑板和刀架,在X向滑板11上安装一台2极1.5kW砂轮电动机7、砂轮轴和砂轮6,用平带10将砂轮电动机7上的大带轮和砂轮轴上的小带轮联接起来,使砂轮6及其轴线与主轴轴线平行,并且在同一个水平面内。
(7)在主轴箱3的下面安装油箱和齿轮液压泵,对主轴轴承进行润滑,后下部安装集中润滑泵,对X、Z向的导轨、滑板和滚珠丝杠及轴承等进行润滑。
(8)数控系统采用广州数控设备有限公司制造的GSK980TDc车床CNC,它具有5个进给轴(包括C轴)、2个模拟主轴,最小控制精度0.1μm。我们将主轴箱3中的主轴设置为第一主轴,具有位置和速度控制功能。代码M14指令主轴从速度控制方式切换到位置控制方式;代码M15指令主轴从位置控制方式切换到速度控制方式;代码C及其后面的数字,指令主轴位移的角度,移动速度用F指令。我们将砂轮轴设置为第二主轴,旋转速度用代码SC指令;代码M63指令第二主轴顺时针旋转;代码M64指令第二主轴逆时针旋转;代码M65指令第二主轴停止旋转。
4. 加工验证
至此机床的改造和设置全部完成,下面我们来叙述双圆弧销的磨削加工和程序编制。
如图1所示,2个φ 180 0-0.025mm圆弧在磨削前,单边预留0.2mm磨削余量,其余各部均加工到图1所示尺寸。按图2所示,将双圆弧销其中一个φ 60+0.030 mm孔 安装在与主轴同轴的定位销中,用压板和螺母压紧,另一个φ 60+0.030 mm的孔安装在菱形销中。
设双圆弧销的右端面为Z向0点,主轴轴线为X向0点,砂轮外圆和左端面为对刀刀尖。砂轮轴转速SC为6 688r/min。当砂轮直径最大为φ 100mm时,线速度为35m/s;当砂轮直径修整到最小为60mm时,线速度为21m/s。当双圆弧销两个φ 60+0.030 mm孔的圆心连线处于水平位置时,设为C轴的0点,如图2所示。C轴进给范围为±132°,X、Z和C三轴磨削进给速度均为1 200mm/min。磨削前圆弧直径为180.4mm。
数控磨削加工程序如下:
…
G00 X180.38 Z5 ;
M14 C-132 ;
M63 SC6688 M08 ;
G01 Z-5 F1200 ;
C132 ;
X180.34 ;
Z-10 ;
C-132 ;
…
X179.988 ;
Z-105 ;
C132 ;
M09 ;
G00 X300 Z300 C0 ;
M65 ;
M30 ;
一端圆弧磨削完成后,调头安装,再磨削另一端圆弧。零件加工完后,经检验完全符合设计要求。一个看上去没有设备可以完成的加工技术难题,经过旧设备改造,投入很少的资金,就这样被攻克了。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

