


摘要:通过对数控磨床伺服驱动系统的原理和特点的分析,结合伺服驱动系统维修中的具体实例,分析了产生故障的原因、诊断思路、维修方法及维修注意事项。
关键词:数控磨床 伺服驱动 故障诊断
O 引 言
数控机床是一种综合运用了计算机技术、自动控制技术、精密测量技术和机床设计技术等先进技术的典型机电一体化产品,其控制系统复杂,在运行中可能会产生各种各样的故障。通过科学的方法、行之有效的措施,迅速判别故障产生的原因,随时解决出现的问题,是保证数控机床安全,可靠运行,提高设备利用率的关键所在,也是当前数控机床使用过程中亟待解决的问题之一。数控磨床对加工精度的要求要比一般的数控机床高,而伺服系统在数控磨床的加工精度方面起着至关重要的作用。本文结合生产实践中出现的伺服系统的故障并对其加以分析,探讨数控磨床伺服系统的故障诊断的方法与技巧。
1 、数控磨床伺服系统的工作原理和特点
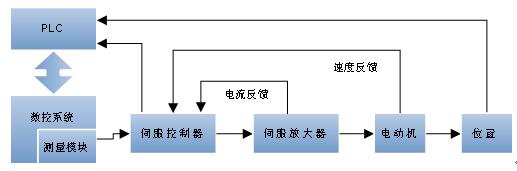
图1 伺服系统控制框图
数控磨床的伺服系统基本构成如图1所示。数控系统通过测量模块向伺服单元发出运动指令,伺服单元接收到来自数控系统的指令信号后,经过电流、速度双闭环控制好,通过伺服放大器控制伺服电动机的运行,同时位置反馈元件将位置信号反馈到数控系统的测量模块,形成半闭环或者全闭环的位置控制系统。PLC起运行监视作用,一方面监视伺服系统中的伺服电动机是否过热,另一方面监视行程是否在规定范围内,是否到达干涉区,如果出现异常,立即报警,并且停止伺服轴运行。
2 、数控磨床伺服系统故障诊断流程
根据伺服系统的构成,伺服系统的故障可分为伺服控制单元的故障、位置反馈部分的故障、伺服电动机的故障和其它故障。图2是诊断数控磨床伺服故障的流程图。
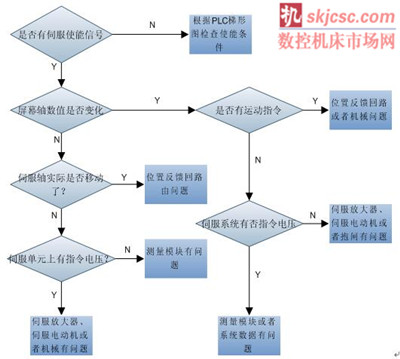
图2 伺服故障诊断流程图
3 、数控磨床伺服系统故障诊断实例
3.1 实例1
故障现象:一台3MZ1412K机床报警指示红灯闪烁,触摸屏显示Z轴驱动器故障,手动无动作。
故障分析:根据伺服系统工作原理Z轴驱动器报警可能是参数设置问题,伺服电机故障,控制线路短路或断路,驱动器本身故障。
故障排除:通过驱动器操作面板检查驱动器报警代码,不显示报警代码,初步判断不是驱动器本身问题。检查伺服参数,发现Z轴进给速度参数为零。按工艺标准把参数设为规定值,按复位按钮,故障排除。
3.2 实例2
故障现象:一台3MZ205B机床在移动X轴时,出现报警,指示X轴位移超出规定的跟随误差,观察X轴根本就没有动。
故障分析:因为Z轴正常移动没有问题,说明数控系统没有问题,测量伺服系统上的指令信号,当X轴运动按钮按下时,也有电压指令信号,说明问题出在伺服系统上。因为Z轴运动没有问题,可能问题出在X轴放大器或者X轴伺服电动机上。
故障排除: 首先采用互换法,将X轴的伺服放大器与Z轴的对换,问题转移到Z轴上,说明X轴伺服放大器损坏。更换伺服放大器模块,机床故障被排除。
3.3 实例3
故障现象:一台MKA1332数控外圆磨床X轴运动中,出现伺服驱动故障报警。
故障分析:伺服驱动器故障报警除了可由伺服驱动放大器本身故障引起外,还可由数控系统、伺服电动机、编码器引起,也可由机械部分引起。检测手动时,有使能信号,X轴显示运动并马上报警;考虑伺服电动机的问题,检测伺服电动机正常;怀疑是滚珠丝杠的问题,松开X轴伺服电动机与滚珠丝杠之间的联轴器,手动X轴,X轴不报警;判断是滚珠丝杠运动中阻力过大而造成的报警。
故障排除:拆除滚珠丝杠并检修,重新安装,并对机床进行润滑维护,机床故障排除。
4.结论
总结以上的典型故障分析及排除过程,首先要确定故障种类,是突发性故障还是渐发性故障;其次对设备的工作原理和结构进行认真、细致的分析,这是排除故障的重要环节;然后对引发故障的各种因素进行认真的分析和研究,确定引发故障的因素;当故障原因找到之后,应根据设备的结构和工作原理、修复难度、修复费用等方面来确定维修方案;在完成对设备的维修之后,应当立即试运行以检验故障是否排除;最后建立设备运行记录,它是使用经验的高度总结,有利于对故障现象做出迅速判断。采用本文中提到的排除设备故障的基本过程,可较大程度缩小检查范围,缩短设备故障的排除时间,提高生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

