


简易数控磨床编程及 CAM 后处理定制研究
2021-6-11 来源: 烟台工程职业技术学院 作者: 苏丹娅
摘要:针对制造业中微小轴类零件需要外圆磨床加工而开发的简易型数控磨床,由于没有现成的 CAM 后处理程序与之相适应,所以应用并不广泛,本文通过对该机床的磨削程序研究出发,在 Siemens NX10 软件的后处理(Postbuild)中构建可以直接应用在该类机床上的后处理器,输出的程序可以直接使用在该机床的加工中。
关键词:简易型数控磨床;后处理定制;磨削加工
1 、概论
随着制造业技术的不断提高,零件的加工精度要求也不断提高,传统依靠工人技术水平来保证零件精度的方式,也逐步转变成依靠机床自动化、智能化来保证加工精度的方式。在小、微零件制造中,零件加工的精度要求更高;特别是随着我国社会中工业设备设备升级改造,设备维修、升级更需要将原有设备中的微小零件进行替换,高精度的微小轴类零件所占比重较大,它们结构紧凑,工作部分与轴体由同一毛坯加工出来,它们在传统加工方式中由仪表车、仿形车、小型车床等设备加工而成,但它们的尺寸精度一般 IT7~IT8,表面粗糙度值为 Ra0.8,车削加工不能保证其精度,而外圆磨削床加工由于零件结构限制往往不能顺利加工。
随着数控技术的发展,高精度的数控磨床使得此类零件的加工成为可能。但在目前的机床市场中,高档的小型数控磨床功能强大,主要针对生产规格较大、价格较高的零件加工,缺少适合中低用户选择的数控磨床。高档的数控磨床可以使用砂轮(磨具)作为切削的刀具进行复杂形状的工件加工,并在磨床上增加自动装夹和修补砂轮机构,具有很高的精度。
本文研究的是自制的简易型数控磨床,针对加工的工件的材料为 20Cr,热处理后硬度打到 62HRC,该零件为某精密机械的传动零件,如图 1 所示。

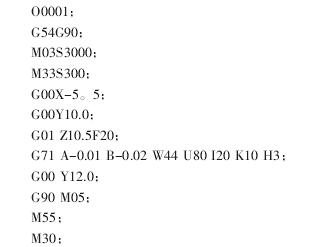
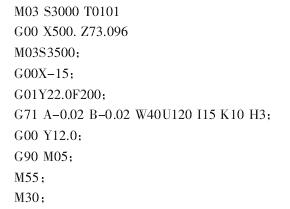
零件整体为阶梯轴结构,不同轴径之间设计有越程槽,其上齿轮与阶梯轴为一题结构。各轴颈的外圆尺寸精度 IT5,表面粗糙度为 Ra0.4,需要选择磨削作为精加工,零件同轴度要求高,需要在两端加工中心孔并采用两顶尖装夹方式加工。手动编写的磨削程序如下:
手工编写的程序效率低且容易出错,不适合大量零件的编程加工,需要在 CAM 软件上完成。CAM 软件编写磨床程序有利于对零件进行避让,减少砂轮与工件的干涉和碰撞。本文采用 Siemens NX10 做为零件的编程软件。
但由于 Siemens NX10 软件中没有可以直接用来后处理的程序,需要自己开发后处理程序。Siemens NX10 数控编程的后置器由.def、.pui、.tcl 三个文件组成。pui 文件将刀路编译为机床可以识别的 NC 代码,程序中包含机床信息、刀具运动的加工坐标、准备指令(G 代码)以及其他辅助指令。
由于数控磨床与数控车床的运动形式和指令系统相似,所以在 Siemens NX10 中采用在数控车后处理器的基础上进行修改,后处理界面如图 2 所示。
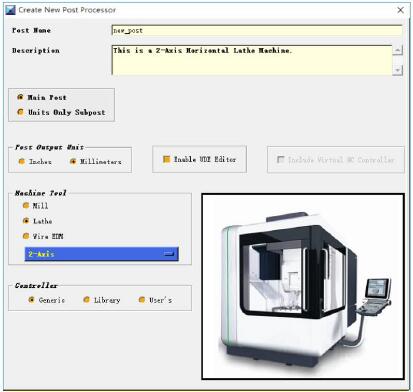
图 2Siemens NX10 后处理器
采用在数控车后处理器的基础上进行简易型数控磨床后处理器的构建,能够快速构建起数控磨床的数控磨床后处理器,数控车床与数控磨床同属 2D 加工,在程序上具有很大程度上的相似性,其 CAM 刀具路径也非常相似。CAM 编程形成的刀具路径又称为刀位文件(CLSF),CLSF 文件记录刀具加工过程中的运动轨迹、刀具的转速、进给量等信息,数控外圆磨床加工时的主轴与工件均旋转,而原始的后处理中并不能输出砂轮的转速,需要在Siemens NX10 的后处理中添加砂轮主轴并设置其输出旋转运动,如图 3 所示。
这些设计好的模块会与数控机床的NC 程序指令对应输出,当 CLSF 文件中有触发模块的事件存在,就会读取模块内设置的指令集输出合适的 NC程序。
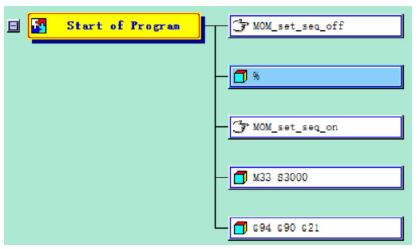
图 3 增加砂轮主轴旋转输出
CLSF 文件的数据需要进行编译成为符合使用的数控系统的 NC 代码,本文简易数控磨床的控制系统为 mach3软件,其控制程序与 fanuc 系统兼容,后处理修改时将磨床的砂轮旋转指令编写成 MOM 事件,相当于将指令集编写成“模块”与 NC 程序中的换刀指令对应,实现简易数控磨床的主轴功能。
在简易型数控磨床后处理器中的定制中,需要对该磨床的常用参数设置正确,防止 NC 程序中存在的刀具路径超出机床运行范围,数控磨床需要设置 2 个方向的极限行程以及砂轮主轴的极限转速,在 postbuild 中定义的选项为Linear Motion Resolution 参数,用以确定磨床最小移动距离的大小为 0.001mm,机床实际能够达到的运动精度为0.01mm。此外还需要修改输出的 NC 程序的格式,在 Program& Tool Path 选项中修改后处理出的 NC 程序的指令格式,使其默认输出的程序格式为 TXT 文本格式,便于控制系统识别。
作为蓝本的数控车后处理中会有本机床无法识别或使用的指令,可以通过筛选屏蔽掉不需要的指令,修改位置在 N/C Data Definitions 选单中,如图 4 所示。
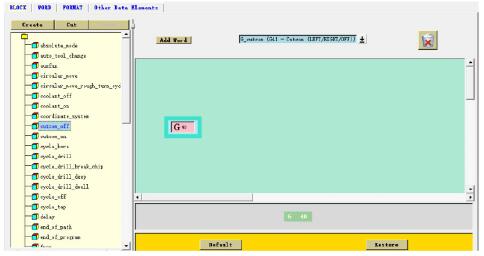
图 4 删除无用指令
在构建简易型数控磨床后处理的过程中,需要反复对零件的 CLSF 编程刀路输出 nc 程序,并进行模拟加工,检查程序的正确性,直到最终满足机床需要。本文修改的符合要求后处理处理出的实际程序如下:
2 、结论
在 Siemens NX10 中定制的简易数控磨床后处理,可以在编制 CAM 程序后正确输出符合 Mach3 系统的数控程序,达到高效使用该磨床进行微小零件编程加工的目的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

