


数控外圆磨床精度优化设计研究现状
2021-6-24 来源: 北京工业大学材料与制造学部 作者:范晋伟 李晨宝
摘要 : 数控外圆磨床的精度受静态和动态误差的综合作用。本文综述了精度优化设计的三个方面 : 误差建模方法、关键零部件灵敏度分析和精度优化分配方法,总结了现有的误差补偿研究法,并系统地分析了数控外圆磨床精度优化设计中亟待解决的问题,探讨了机床精度设计的研究方向。
关键词 : 精度优化设计 ; 误差建模 ; 灵敏度分析 ; 精度优化分配 ; 误差补偿
1.引言
在现代机械制造业中,被称为 “工作母机”的数控机床在制造业发展中占据无可取代的地位,其研制水平在一定程度上象征着制造业的综合实力。随着制造业的高速发展,对机床生产的零件精度要求日益提高,机床精度的研究得到广泛重视。
加工误差是机床加工精度在工件上最直接的体现。加工误差是指刀具实际加工轨迹与工件理论轮廓之间的偏差,几何误差是机床加工精度最直接、最关键的影响因素。如图 1 所示,数控机床主要由平动轴和回转轴构成,以数控外圆磨床为例,各轴运动误差相互作用,共同影响数控机床的加工精度。
数控机床精度研究主要包括精度设计和误差补偿两方面。精度设计是指在机床设计初期根据关键零部件误差灵敏度分析结果,找到影响机床精度的关键误差源,通过提高关键零部件的制造精度以及合理的公差分配方法来提升机床原始精度。误差补偿是通过硬件或软件来调整刀具位姿、修改机床控制参数、调整 G 代码来补偿机床运动过程中产生的误差。本文通过误差建模、关键零部件灵敏度分析、精度优化分配以及误差补偿四个方面,探讨数控机床精度优化设计的研究现
状和亟待决的难题。
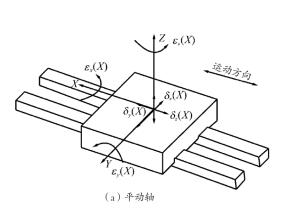
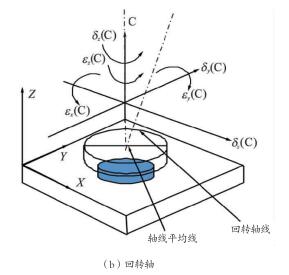
图 1 数控外圆磨床误差因素
2.数控机床误差建模方法
数控机床的主要误差源包括零部件的制造误差、关键零部件的装配误差、切削力产生的变形、主轴持续转动引起的热误差以及控制误差等。根据误差的力学特性与动态特性,机床误差通常分为静态误差与动态误差。静态误差包含关键部件尺寸误差和装配体间的位姿误差等。动态误差主要包含各轴在运动过程中产生的变形振动及热误差等。
为反映机床误差源与刀具位姿误差的映射关系,通过误差建模表达机床各运动轴的空间位姿误差。常用数学工具主要有旋量理论、指数积公式和四元法等,其中齐次坐标变换法应用最广泛,其清晰的数学表达形式被广泛应用于机床的误差建模。在误差建模方面,已开展大量的研究工作,目前已研究出多种不同的运动误差数学模型建模方法,如几何建模法、误差矩阵法、机构学建模法、刚体运动学法和多体系统理论法等。Fan J.W.等基于多体系统运动学,通过构造机床整机拓扑结
构 ( 其中相邻体相对运动如图 2 所示 ) 提出了一种通用的机床几何误差模型。Ding G.等基于多系统理论和齐次坐标变换建立了五轴外圆铣床的空间定位精度模型。Wu C.等基于多体系统理论和相对运动约束方程,建立了五轴非正交数控机床的刀具位姿预测模型。
图 2 相邻体相对运动示意图
目前,误差建模研究已相对成熟,对于研究精密及超精密加工条件下机床动态因素对机床精度的影响尤为重要,其中针对运动过程中产生的变形研究较多,针对热误差的研究相对较少。
3.关键零部件灵敏度分析
机床误差灵敏度分析是通过研究零部件几何误差的不确定性来源对机床加工精度的敏感程度,对各零部件按敏感程度排序,找出对机床精度影响较高项进行合理分配公差,以此来提高机床空间定位精度。灵敏度分析常常被认为是误差建模及分析的先决条件,是机床精度设计的重要理论依据。
目前,灵敏度分析方法主要分为局部灵敏度分析法和全局灵敏度分析法。相对局部灵敏度分析,全局灵敏度分析法综合考虑了各因素的概率密度函数的分布及形状的影响,在分析过程中,各因素可不断变化。Cheng Q.等基于全局灵敏度分析法,提出了多轴机床关键几何误差识别方法,通过识别关键误差,提高机床加工精度。Li. 等以五轴机床为例,在传统灵敏度指数定义基础上提出了广义局部灵敏度指数、广义全局灵敏度指数和一般全局灵敏度波动指数,该方法不仅减少了机床的误差分量,还提高了刀具的切削精度。Fang J.等提出了基于拟蒙特卡罗算法的五轴机床加工误差全局灵敏度分析方法。利用机床空间运动误差模型,对各误差源参数进行一定的数学运算,将所得结果进行归一化处理并从大到小排序,以此来判断对机床空间运动误差影响较大的零部件。
灵敏度研究大多是基于机床空间误差模型,对误差源参数求导时会导致误差源参数被消掉,无法反应误差源参数随机床位置变换而变化的特性,不能反映机床实际加工误差。
4.机床精度优化分配方法
精度优化分配是指在给定的输出精度要求下,分配机床关键零部件的精度,其关键在于建立合理的数控机床整体的精度优化模型,并采取有效的方法进行精度优化分配。在精度优化分配方法研究中,构建合理的精度优化模型是研究的重点。徐徐基于区间层次分析的机床精度层级映射方法,通过建立的机床精度成本和可靠性模型,利用优化的 NSGA- Ⅱ遗传算法,得到 Pareto最优解的机床精度分配。Cheng Q.等基于灵敏度分析和一次二阶矩理论,构建基于多体理论的多轴数控机床空间误差模型,实现了以加工总成本为最小的几何精度优化分配。Zhang Z.等考虑五轴机床的几何约束,提出了基于机床几何误差和成本的可靠性模型的精度优化分配方法。Nujoom R.等提出了基于制造系统优化设计的多目标数学模型,为公差优化分配奠定理论基础。
在目前的优化设计方法中,综合成本因素过程大多依赖设计人员的经验判断,在实际设计中存在不确定性。
5.数控机床误差补偿方法
5.1几何误差补偿
现有数控机床的几何误差补偿方式主要有两种 : 硬件补偿和软件补偿。硬件补偿是指针对机床特性,利用某些补偿装置或微动机构对机床的几何误差进行修正。张兆瑞设计了一种丝杠传动螺距矫正装置,用于补偿车床在加工精密丝杠时产生的误差 ( 见图 3) 。Gan S.W.等设计了一种微动补偿结构,实现了高精镜面加工误差补偿。硬件补偿可调节性较差或调节范围有限,适用范围小,当机床的几何误差发生较大变化时,补偿机构无法发挥作用,此外硬件补偿机构具有针对性,制造成本和设计周期也成为限制其发展的因素。
图 3 基于压电陶瓷的微动补偿机构
软件补偿是基于机床误差预测模型发展的,通常在几何误差检测、辨识后建立机床的加工误差预测模型后,根据误差预测模型计算得到工件加工过程刀尖点的空间位置误差,通过进行坐标系零点偏置、修改 NC 代码或在控制系统中增加前反馈补偿的操作方式刀具提高空间定位精度。Shen H.等基于五轴数控机床的误差预测模型,提出了修改坐标偏置几何误差补偿方法,有效地补偿了机床几何误差及热误差。余文利等提出了基于粒子群优化算法的数控几何误差补偿方法,通过 NC 代码优化工件,有效地提高了数控机床精度,补偿流程如图 4 所示。
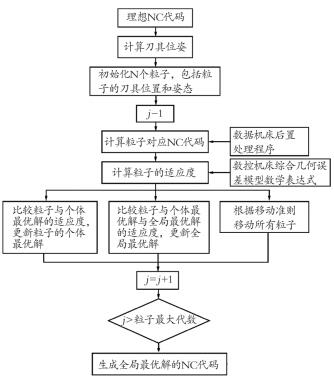
图 4 基于 PSO 算法的几何误差补偿方法流程
5.2动态误差补偿
动态误差具有随机、时变和动态特性,其补偿方法与几何误差补偿方法的差异较大。Chen C.Y.等提出了一种能够自适应补偿扰动的动态控制方法,通过控制自适应调节误差补偿器来实时跟踪补偿伺服系统的输出。目前动态误差的补偿方法尚处于研究初期,机床动态精度的改善主要通过伺服增益的优和调整控制算法来实现。
6.结语
本文从误差建模、关键零部件灵敏度分析、精度优化分配及误差补偿四个方面对数控机床精度优化设计进行系统性地论述,虽然机床精度优化设计目前已经取得大量研究成果,但仍存在以下几点亟待解决的问题 :
(1) 现有的数控机床误差建模多以研究机床静态性能为主。对于精密及超精密加工,影响机床加工精度的主要因素为机床动态误差。因此,建立机床动态误差源参数模型是当前的研究重点。
(2) 灵敏度分析是近年来发展较迅速的新型分析方法,具有良好的诊断性和预测性。而此类研究方法得到的误差源参数敏感度排序结果大多凭经验得到,即距离加工点越远的零部件对机床运行精度要求越大。实际并未考虑到误差源参数随机床运动而改变,如何真实反映机床实际加工误差的产生规律是下一步研究重点。
(3) 目前的精度优化分配主要分为公差优化分配和几何精度优化分配。公差优化分配即零部件公差的研究,主要研究零部件的公差对该部件内部定位和几何面之间关系产生的影响以及对该零部件精度尺寸链累计误差影响。目前对于零部件与机床误差源参数的关系研究仍缺少一套完整的理论方法。
(4) 相比于硬件补偿,软件补偿具有成本低、调节性好和补偿方式多样化等优点。软件补偿是目前的研究重点,如何提高误差预测模型精度,提升软件补偿方法的补偿效果以及动态误差补偿方法都是误差补偿研究的方向。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

