


全新 ANCA 刀具跳动补偿技术大幅减少刀具跳动
2021-7-14 来源: ANCA 作者:-
ToolRoom 中的新选项解决刀具跳动,延长刀具寿命,提高生产率
制造高质量高性能的刀具时,需要较小的跳动指数来保证刀具寿命和表面光洁度。磨削前多花些时间对胚料夹持进行设置、或在软件中进行补偿都能实现降低跳动。ANCA ToolRoom 的最新软件更新里提供了完整的刀具跳动补偿选项。
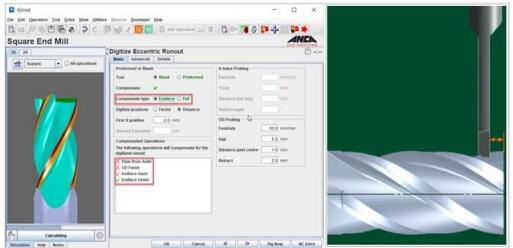
刀具的跳动会产生不均匀的切屑载荷。如上图所示,这导致了某些排屑槽的负荷过大,磨损很快;而其他排屑槽的负荷太少,这不利于铣削加工。跳动过高的刀具不仅使用寿命更短,而且往往不平衡,更容易损坏。此外,它们还会引起振颤,增加主轴负载,导致工件表面质量问题。相反,均衡的刀具具有更长的寿命,可改善表面光洁度,使成品零件更加精确。
圆周跳动控制立铣刀的特定横截面,而总跳动则控制立铣刀的整个表面,包括外径和端面。跳动有两种:径向跳动和轴向跳动。径向跳动是指旋转轴偏离主轴线但仍与其平行。轴向跳动是指旋转轴与主轴发生一定程度的倾斜,不再与主轴平行。
ANCA 磨床上,通过围绕 A 轴(主轴箱)旋转棒料并使用 ReiShanw 探针来测量跳动。ToolRoom RN34.1版本的最新更新包含 iGrind 中的总刀具跳动测量和补偿操作,是对原有轴向跳动补偿的扩展。
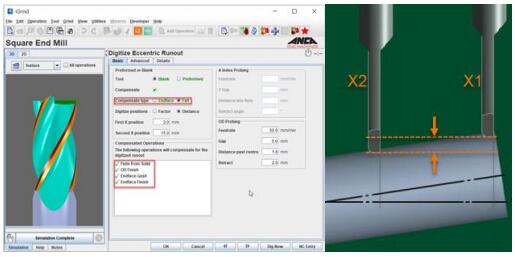
跳动测量和补偿既可在棒料上,也可以在预成形胚料上进行。预成形棒料是已经开过槽的刀具,例如需要重新修锐的刀具。端面补偿用于通过探测靠近刀具末端的单个点来补偿轴向跳动。这种类型的补偿只支持端面操作。
轴向跳动补偿
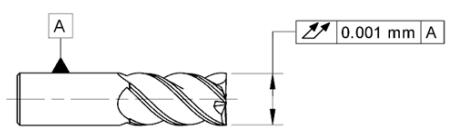
总跳动或完全补偿将测量和补偿径向跳动和轴向跳动。他们都在制造过程中进行并探测两个点。一点在刀具顶端,另一点位于刀柄。利用探测结果,用户能够将磨削过程转换到棒料的中心线,而不是 A 轴的中心线。
总跳动补偿
重要的是当立铣刀旋转时,每个齿在工件的相同位置切削,这样可以延长刀具寿命和确保有效切削。同一批次的每个刀具都可以测量并补偿跳动,保证整个批次都在公差范围内。
钻头和铰刀的跳动会导致孔过大。通过使用跳动补偿可以避免这种情况。下图显示了补偿后的测试结果。

上表中的所有长度值均以毫米为单位
补偿使跳动小于 1 微米
需要注意的是,精度控制从棒料的质量就开始了。与普遍的看法相反,硬质合金棒料可能并不圆,可能有弯曲或有一定的锥度。要确保检查棒料的尺寸和精度、清洁度,并在插入端加工倒角。棒料的直线度应在0.001mm(0.00004”)以内,圆度应在 0.0005mm(0.00002”)以内,以达到上述精度。
对于许多精密刀具制造商来说,跳动带来的困难一直是生产上的痛点。这项新功能解决了这个难题,确保了用户能制造出高品质的刀具——确保您生产的第一百个刀具和第一个刀具的质量一样高。
新的完整刀具跳动测量和补偿操作选项现已加入 ToolRoomRN34.1 版本,将帮助客户减少夹头和夹头适配器的调试时间、减少因跳动而产生的废品,并大幅提高生产率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

