


弹性夹具在轴承磨床中的应用
2021-9-16 来源:濮阳技师学院,濮阳市科技咨询服务 作者:王玉峰 陈亚兵 王晓庆
摘要:针对钟形壳的特点 ,提出了弹性夹具在轴承磨床中的应用 。详细介绍了几种钟形売所用弹性夹具的设计。采用弹性夹具可以方便地在机床上实现钟形壳的定位与夹紧, 从而实现钟形売的诸如内球面的磨削 。该应用具有很强的实用性 。
关键词:弹性夹具;钟形壳 ;定位夹紧 ;磨削
1、前言
钟形壳是为配套汽车及叉车转 向器所生产的系列产品 ,其形状变化多,尺寸差别大。有带柄的和不带柄的;有球头的和圆柱头的 ;内球面直径范围为S4> 50 -160m 磨削宽度20-85m ;定位外径080-200m ,工件总长度最长达到570m 。 根据以上情况 ,我们自行设计了满足轴承精度等级的弹性夹具 。
圆柱或圆维外形的轴承套圈的磨削通常采用电磁无心夹具 ,而对于带柄的钟形 壳轴承来说 ,无法采用电磁无心 夹具进行定位与夹紧。 定心夹具在高精度磨床上使用需要解决好两个主要问题 :
一是如何保证钟形壳加工内球面和钟形壳使用中的装配基准面的同轴 问题 ; 二是在磨削抗力作用下保持钟形壳工件旋转的稳定不变。
经过大量的生产实践检验 , 我们设计开发的“ 弹性夹具”能很好地解决钟形壳内球 面磨削装夹问题 。结合现有常用钟形壳工件类型以及不同形态的钟形壳的基准面特征,我们精心设计了不同的定位面及夹紧方案。 在基本结构相似 、 基本功能相同 、基本原件共用的基础上 ,我们开发出了五种具体的应用模式 ,既增强了实用性,也兼顾了零件的通用性 ,简化了结构 ,也降低了企业的应用成本 ,提高了工人使用的自主性和积极性 。
2、弹性夹具的结构
图1-5是针对不同钟形壳工件的结构特征专门设计的弹性夹具。 其中连接盘连接在空心的工件轴上 , 从而带动整个夹具及所夹持工件使其在磨削 时随工件轴做旋转运动 ;连接座是弹性夹具的座体 。 夹具座内 表面 的锥面与 弹性夹头的锥面相配合, 保证工件 的夹紧定位准确 ;拉盘卡在弹性夹头上 ,通过等高导 向套与拉板连接 ;拉板又与拉套连接 , 拉套连接着 回 转油缸 , 通过固定在工件轴上 的回 转油缸 的伸、缩动作,带动拉套 、拉板 、等 高导 向 套 、拉 盘和 弹性夹头完成松 、紧的动作 ;端面定位用于保证工件在夹紧时的定位准确 ;夹紧工艺环用于工件定位端比夹紧部位直径大时的情况 ,保证工件也能够安装进去 。
具体情况如下 :
图1不带柄的圆柱形工件的定位与夹紧 ,方法是钟形壳后端面定位 、夹持圆柱面 。其中连接盘1连接在空心的工件轴上 ,从而带动整个夹具及所夹持工件使其在磨削 时随工件轴做旋转运动 ;连接座2是弹性夹具 的座体; 夹具座 3 内表而的锥面与弹性夹头 4 的 锥而相配合,保证工件的夹紧定位准确 ;拉盘5卡在弹性夹头4上 ,通过等高导向 套 6与拉板7连接 ; 拉板7又与拉套9连接 , 拉套9连接着回转油缸 ,通过固定在工件轴上的回转油缸的伸、缩动作 , 带动拉套 9 、拉板7、 等高导 向套6 、拉盘 5 和弹性夹头 4 完成松、紧的动作 ; 端面定位8用于保证工件在夹紧时的定位准确。
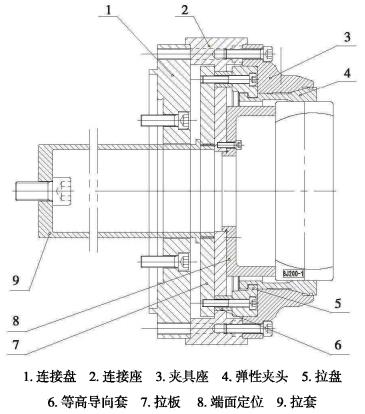
图1 弹性夹具简图-不带柄的圆柱形工件
图2带柄的球头形工件的定位与夹紧 ,方法是在球头的端面定位、夹持外球面。 其中连接盘1连接在空心的工件轴上 ,从而带动整个夹具及所夹持工件使其在磨削 时随工件轴做旋转运动 ;连接座2是弹性夹具 的座体 ; 夹具座 3 内表面的锥面与弹性夹头4的 锥面相配合,保证工件的夹紧定位准确 ; 拉盘5卡在弹性夹头4上 , 通过等高导向套6与拉板7连接; 拉板7又与拉套9连接 , 拉套9连接着9回转油缸 , 通过 固定在工件轴上的回转油缸的伸 、缩动作 , 从而带 动拉套9 、
拉板7、等高导 向套6、拉盘5和弹性夹头4完成松 紧的动作 ;端面定位8用于保证工件在夹紧时的定位准确。
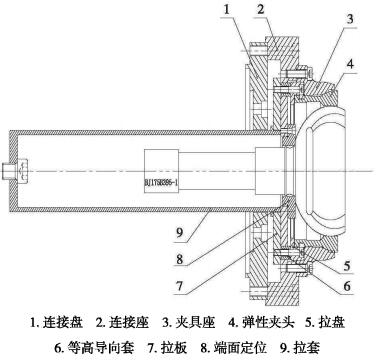
图2 弹性夹具简图-短柄+球面工件
图3带柄的球头形工件的定位与夹紧,方法是在柄 的端面定位 、夹持外球面。 其中连接盘1连接在空心的工件轴上 ,从而带动整个夹具及所夹持工件使其在磨削时随工件轴做旋转运动 ;连接座2是弹性夹具的座体 ; 夹具座 3 内 表面的锥面与弹性夹头4的锥面相配合 ,保证工件的夹紧定位准确 ;拉盘 5卡在弹性夹头4上,通过等髙导 向套 6与拉板7连接; 拉板7又与拉套9连接 ,拉套9连接着回转油缸,通过固定在工件轴上的回转油缸的伸、缩动作, 带动拉套 9、拉板7、 等高导向套 6、拉盘5和 弹性夹头4完成松、紧的动作 ;端面定位8用于保证工件在夹紧时的定位准确 。
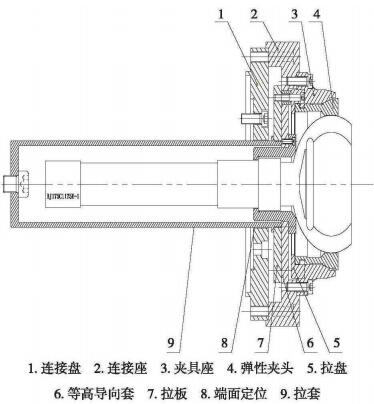
图3 弹性夹具简图-长柄+球面工件
图4带柄的球头形工件的定位与夹紧 ,方法是在球头的端面定位、夹持球头端的圆柱面。其中连接盘1连接在空心的工件轴上,从而带动整个夹具及所夹持工件使其在磨 削时随工件轴做旋转运动 ;
连接座2是弹性夹具的座体 ;夹具座3 内表面的锥面与弹性夹头4的锥面相配合,保证工件的夹紧定位准确 ;拉盘5卡在弹性夹头4上 ,通过等高导向 套6与拉板7连接 ;拉板7又与拉套 9连接 ,拉套9连接着回转油缸 , 通过 固定在工件轴上的回转油缸的伸、缩动作,带动拉套9、拉板7、等高导向套6、拉盘5和 弹性夹头4完成松、紧的动作 ; 端面定位8用于保证工件在夹紧时的定位准确 。
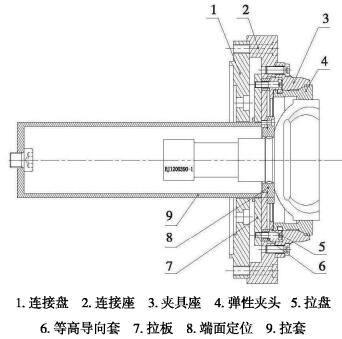
图4 弹性夹具简图-短柄+圆柱面工件
图5不带柄的台阶形且夹持外径小于定位面外径工件的定位与夹紧 ,方法是端面定位、通过夹紧工艺环夹持工件的圆柱面。其中连接盘1连接在空心的工件轴上,从而带动整个夹具及所夹持工件使其在磨削 时 随工件轴做旋转运动 ;连接座2是弹性夹具的座体 ;夹具座 3 内 表面的锥面与 弹性夹头4 的锥面相配合,保证工件的夹紧定位准确 ; 拉盘5卡在弹性夹头4上 , 通过等高导向套6与 拉板7连接 ; 拉板7又与拉套9连接,拉套9连接着回转油缸 , 通过固 定在工件轴上 的回转油缸的伸、 缩动作 ,带动拉套9、 拉板7、等高导 向套6、 拉盘5 和弹性夹头4完成松 、紧的动作;端面定位8用于保证工件在夹紧时的 定位准确 ; 夹紧工艺环10用于工件定位端 比夹紧部位直径大时的情况,保证工件也能够安装进去。
通过如图1-5所示的几种弹性夹具的应用可见 ,采用更换少数工装件(如端面定位8)的方法适合工件形状变化多,尺寸差别大的状况,可实现工件的快速可靠定位 ,保证一次装夹成功。
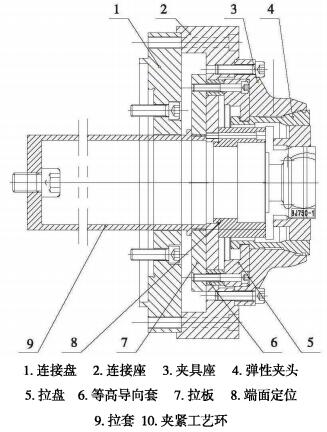
图5 弹性夹具简图-不带柄+台阶圆柱面工件
3、应用及效果
该夹具主要应用在数控钟形壳内球面磨床上 。采用该弹性夹具夹紧工件 ,保证了数控磨床在加工汽车及叉车转 向器用钟形壳时夹持快速、定位准确 、性能可靠 ,使产品达到了精度要求且质量稳定 。该类钟形壳是某轴承厂为配套汽车及叉车转向器所生产的系列产品 ,技术应用效果良好 ,受到了客户的广泛好评。
4、 结束语
文中所述夹具及机床的开发为解决该类配套汽车及叉车转向器的钟形壳系列产品的加工提供了解决方案和设备 ,达到了国外同类装备的加工精度 ,在国内属于领先地位 ,为 我国汽车零部件产品的国产化做出了贡献 。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

