


摘 要:本文分析了中心钻孔的正五边形工艺方法,现在很多操作者在工艺方法上存在着一定的不足之处,本文针对这些不足之处将一种解决方法提了出来。也就是通过对直角三角形勾股定理的利用,在确保孔心位置和角度的同时,使边到顶点的距离以及边的精度得到保证,同时还采用对称加工的原则对误差的积累进行控制,这样就能够使正五边形的变形得以最大限度的减少。
关键词:正五边形;加工工艺;精度
作为一种正多边形,正五边形并不具备像正六边形一样的对边相等且平行的特殊性,因此在对正五边形进行加工的时候也会采用与正六边形不同的方法,而且具有更高的难度。假如将一定规格的小孔站在中心,同时保证各边到孔心的相对位置,就会具有更高的难度。笔者与自己的工作经验相结合,分析介绍了中心钻孔的正五边形加工工艺方法。
1、认真分析零件图
对工艺规程进行制定的原始材料就是零件图,因此必须要对零件的技术要求、功用以及结构特点等进行深入的分析,对零件加工表面的粗糙度、位置精度、形状精度以及尺寸精度等要求具有充分的了解,如若不然就会由于考虑不充分而导致没有将主次分清楚,最终会对工件的加工质量产生极大的影响。
2、加工方法和工艺
如果经验不足的操作者在一般的情况下都会觉得要先对正五边形进行加工,然后再钻小孔。然而在实际的操作中这种方法是不可行的,首先如果先将各边加工出来,这样在划线确定小孔圆心位置的时候十分不便,其次,由于钻床因素和操作因素的影响,在实际的操作中总会出现各种误差。比如,用力的方向在打样冲时就可能会与铅垂方向产生一定的偏移,就会造成样冲形状位置达不到预期的要求。在具体的钻孔施工中由于钻头刀尖而具有一定直径的磨损,再加上工件台的振动,就往往会导致加工出的孔出现误差,最终导致工件被报废。总之,在加工中心带孔的正 N边形时都应该首先钻孔,在使圆心位置得到保证的前提下在对各边进行加工 。
(1)对粗加工坯料的长边m 进行加工,使其基本保证平面度和直线度,再对短边n 进行加工,要使短边与长边保持垂直。详情见下图1。
图1 粗加工坯料示意图
(2)划线确定小孔中心。对于钳工加工而言,提高划线的经度除了可以使加工效率得以提升之外,还可以有效的提升加工精度。出于对钻孔误差的考虑,在划线的时候要具有一定的预留量,约为0.5mm,用(a+0.5)mm 来表示,这样就可以便于以后的调整。
(3)钻孔、扩孔,将尖角和毛刺去掉。将尖角和毛刺去掉也是为了保证加工质量,同时也将后续的测量准备工作做好,不然就会使测量的准确度受到严重影响。
(4)对小圆圆心到 m 边的距离进行测量,在这里选择小圆最低点e 到 m 边的垂直距离对其进行间接的表示。对与预期值 a-r 的余量差值进行计算,随后对其进行修正,从而使其符合相应的尺寸精度。随后按照修整好的 m 边作为基准,对 n 边进行精修,并且保证 m 边与n 边具有良好的垂直度,将后续的测量准备工作做好 。
(5)对正五边形五个顶点进行划线确定,同时进行连线,选择计算划线法将五个顶点的位置确定下来。采用修整好的 m 边作为基础,然后将垂直方向的N 和 Q 的位置确定下来,详情见下图2。
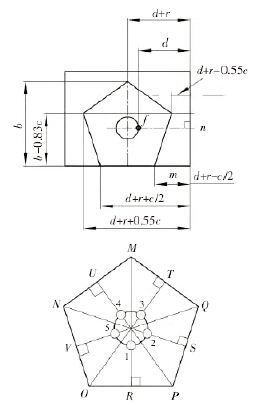
图2 正五边形加工方法示意图
在 b 处划线将M 在垂直方向的位置确定下来。对修整好的 n 边到小圆最右端 f 的距离d 进行测量,对水平方向上正五边形5 个点的相对位置进行计算。依次对各交点进行连线,就能够得出正五边形。
(6)用锯弓沿线将大部分的余量去掉。
(7)对各表面进行锉削,提高尺寸的精度:锉削各表面是整个中心钻孔的正五边形钳工加工工艺中的关键工序,按序加工法是比较常见的施工方法,从数学原理上来说按序施工法也是可行的。也就是选取一个基准沿着逆时针或顺时针的方向来进行逐边加工。但是孔心位置的加工精度和角度的测量精度是正五边行边长精度的保障,而在加工的过程中难免会产生误差。使用按序加工法容易累积误差,在进行最后一条边的施工时往往会出现严重的误差。累积误差严重影响了正五边形五个尺寸、五个边长和五个角度的精度 。
如何对累积误差仅减少是加工质量的关键。正多边形的数量为奇数时,直角三角形勾股定理可以发挥很大的作用。也就是对正五边形对角线以及每个对角线的对应边的高的精度进行控制,从而使各边长的精度得到保障。也就是对正五边形各边两个端点和对应顶点的位置进行确定,从而对两直角三角形的位置、大小和形状进行确定。可以将中心设置为参考基准面,然后对称的对左右两边进行加工检测,使误差累积的次数得到控制,使误差得到有效的减少。具体的加工流程见图3。
第一,将基准面OP 的对应顶点M 确定下来,并以MQ 和MN这两条参考线为基础来对MQ 和MN 两条边进行锉削。为了使后续加工具有足够的余量,要使两边的角度大于108°。其次,根据MP=MO=,将P、O 两点的位置确定下来。为了为后续加工具有足够的余量,∠ QPO 和∠ NOP 也要大于108°。第三,将OP 作为基准,对QP 和NO 进行对称加工,并保障∠ QPO 和∠ NOP 能够满足相关要求,从而使2S 和5V 的尺寸精度得到保障。第四,将QP和NO 作为基准,对MQ 和MN 进行对称加工,保障孔心位置和∠ NMQ、∠ PQM、∠ ONM 的精度,并对QV 和NS 的精度进行保障。
在使用该方法进行加工时要做到主次分明,找准加工的侧重点,结合实际情况对各项指标进行调整,从而保证每项指标的精度,对误差进行控制。
3、结语
本文简要的分析了中心钻孔的正五边形的加工方法。要保障正五边形的加工精度,就要使用对称加工的原则,使误差累积次数得到减少。因此可以使用直角三角形的勾股定理来对正五边形每个边的端点和顶点的位置进行确定,从而使正五边形的加工精度得到有效的保障。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

