


摘要: 由于深孔钻床进刀机构的丝杠丝母传动副因磨损产生间隙,引起窜刀现象,通过研究分析,设计出消隙方案,并且得以实施,避免了窜刀现象的发生。
关键词: 深孔钻床; 传动副; 柔性消隙机构; 窜刀
1、原因分析
中国一重轧电分厂 10 m 深孔钻床是产品深孔加工工序重要精加工设备,机床钻杆箱进给丝杠丝母因磨损出现间隙,而产生窜刀现象,严重影响了产品关键工序内孔的加工质量,降低了机床的生产效率,增加了刀具成本。一些核电、军工产品如舵杆、中间轴的内孔加工要求相当严格( 内孔表面粗糙度要求 Ra = 0. 8 μm) 。在进行最后一刀光孔时,一旦出现窜刀现象,就会致使零件报废。
2 、实施方案与理论计算
机床钻杆箱采用丝杠和单丝母传动副,丝杠旋转带动钻杆箱进、退刀。当丝杠与丝母的正常磨损量超过 0. 5 mm 时,就会使加工过程中出现 1mm( 丝杆为双头) 的窜刀量,产品内孔的粗糙度就难以保证了。尤其是在关键的最后一刀,上光刀片光里孔时,内孔表面粗糙度与尺寸精度均无法控制。同时窜刀也会使刀具损坏,反复退出镗杆,更换刀具,耽误了大量时间,这种情况下只能走刀 100 mm / h ~ 200 mm / h,严重制约了生产。经 过理论计算、分析、讨论决定: 在钻杆箱尾部加装一套丝母 B、丝母座体 B、弹簧、挡板、拉杆等 32个零部件构成的柔性消隙机构,如图 1 所示。当丝杠丝母磨损出现间隙时,通过弹簧弹性自动补偿消除间隙。根据切削原理计算最大切削力沿 Y轴方向的分力 Fy≈3 800 N,用 14 组弹簧调整压缩量 h = 20 mm,产生 F0 = 14hPS = 3 833 N,可以满足要求。
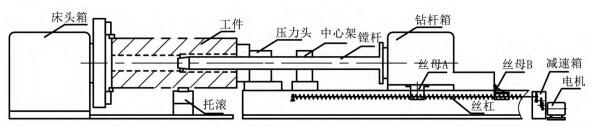
图 1 改装后的机床外观图
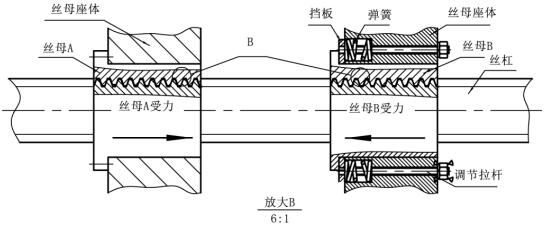
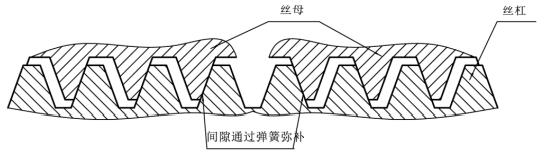
图 2 消隙机构示意图
3 、加工制作与安装调整
3. 1 加工制作
需要加工丝母座体,镗丝母座体里孔120 + 0. 20 mm。原 丝 母 外 圆 120 + 0. 05 mm,留0. 15 mm 间隙配合,这样丝母 B 可以在丝母座体内往复运动。丝母通过 12 mm × 80 mm 的键实现周向定位,丝母座体按照丝母行程铣成 12 mm ×120 mm 通键槽。在丝母座体的正面,沿着内孔局部钻安装弹簧的底孔。加工挡板后,所有零部件
准备完成。
3. 2 安装调试
3. 2. 1 丝母 B 与丝母座体的安装调试首先将 14 组弹簧安装到预钻的底孔中,将挡板装在丝母 B 上后一同装入丝母座体内,装上定位键,如图 2、图 3 所示。检查丝母座体与丝母 B相互反复运动是否顺畅。

图3 丝母座体
3. 2. 2 总装
将原机床钻杆箱的丝杠拆卸下来,将消隙机构安装在钻杆箱体后面,调整中心高,并且保证两个丝母 A、B 的距离是丝杠螺距( 20 mm) 的整数倍,调整调节拉杆( 见图 2) ,使弹簧压缩到 h = 20mm,回装丝杠,可以同时旋转通过丝母 B、A,定位丝杠后再次调整放开调节拉杆,丝母 B 反向受力,间隙消除。
4 、效果验证
( 1) 经过 6 个月生产实践证明: 解决了因丝杠、丝母磨损产生间隙引起的窜刀现象,并且走刀平稳,能够达到 300 mm / h ~ 600 mm / h。
( 2) 降低了维修人员的劳动强度,降低了维修成本,减少了使用刀具成本。
通过对深孔钻床进刀机构的改进,设计增加了柔性消隙机构,解决了因丝杠、丝母磨损产生间隙而引起的窜刀现象,切实提高了机床加工的可靠性,满足了关键产品的质量需求,提高了机床的生产效率,降低了成本。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

