


榨辊藕孔加工专用机械与设备
2018-5-15 来源: 广东省湛江农垦第一机械厂 作者:陈锡武
摘要:针对目前糖厂榨辊藕孔加工存在问题,开发出新型的藕孔加工专用设备,解决了不调头、不注水加工的难题,还能进行其它大型工件的钻孔、扩孔加工,同时满足了企业日益严峻的环保要求,应用前景广阔。
关键词:深孔加工;仿形排削槽;干切削
1 、引言
在甘蔗制糖工艺中,压榨机是必不可少的设备,三辊压榨机中面辊藕孔(也叫排汁孔)在压榨的过程有着流出蔗汁的功能,是压榨过程中非常重要的一环。由于榨辊是易损件,而且榨辊重量大,铸造需要的时间长,一般都要提前一个榨季做备件。要加工藕孔的面辊加工周期更长,如果备件不充足就会影响糖厂正常生产。
2 、现状
在机械加工术语中,当钻孔的深度l与直径d之比大于6时,视为深孔钻削。钻削深孔的钻头细长,刚性差,钻削时钻头容易偏斜并与孔壁发生摩擦,同时对钻头的冷却和排屑也较困难。因此,当l/d之比大于20时需要采用专门设计的深孔钻,才能达到较高的钻削质量和效率。目前糖厂普遍使用的中Φ610、Φ710、Φ810 压 榨 机 榨 辊 的 长 度 在 1200 到2200mm之间,藕孔直径在40mm左右,l/d之比远远大于20,目前在使用的加工设备都要调头加工和注水排削,效率低下,精度低,甚至部分藕孔不通,加上污水处理也是个难题。糖厂急需扭转这个不利局面,开发出新的藕孔加工专用设备,来满足生产的需求。
3 、方案和参数的确定
新的藕孔加工专用设备要达到高精度和高效率,就不能在现有设备上小改小闹,必需要有全新的设计和合理的结构。就得满足不用调头加工,不用注水排削等基本要求,还要保证藕孔的精度,提高加工的效率。根据这基本要求,初步打算采取两头钻削,榨辊中间调整的结构方案,结构如图1所示。
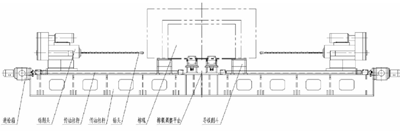
图1 新型藕孔加工设备示意图
方案中,可调速钻削头提供切削力,通过更换速比齿轮调整输出转速,有五级可调,最慢40r/min;进给箱提供进给量,进给转速可调,可反向快速退出。通过调整台调整划好线的榨辊加工孔位置,然后固定工件,两头同时钻削,一边钻头在快钻削到榨辊中间位置时停止钻削并快速退出,另一边继续钻削直至钻穿排汁孔。这样不但可以解决了不用调头加工的问题,同时两头排汁孔的同轴度偏差大大减小,还能提高一倍以上的效率。确定了初步的方案,选好钻削头和进给箱的型号,新型藕孔加工专用设备的基本参数也就确定下来了,如表1所示。
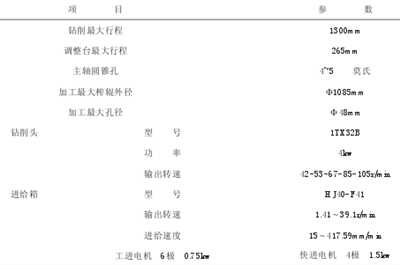
表1 基本参数
4 、要解决的技术难点
新的藕孔加工设备解决了不用调头加工的问题,提高了加工效率,但由于环保问题不能采用注水的方式来排削和冷却钻头。所以新的藕孔加工设备要取得成功就必须解决的两个主要难题,一是钻头的排削问题,二是钻头的冷却问题。解决好这两个问题,新的藕孔加工专用设备就可以进入推广应用了。
5 、钻头的排削问题
一般榨辊长度在1200~2000mm,即使不用调头加工,要钻孔的深度也在600~1000mm之间,普通钻头是无法满足加工要求的,必须要用到加长杆,这样钻头就不可能像普通钻头那样通过排削槽来排削。如果借鉴钻头的排削槽来做加长杆,应该能解决排削问题。但是要在加长杆上加工钻头排削槽是一件非常困难的事,只能做成仿排削槽形式,模仿排削槽来排削,具体结构如图2所示。
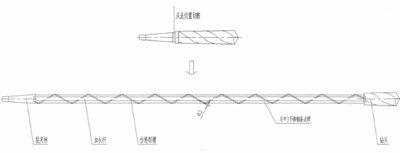
图2 仿形排削槽结构图
仿形排削槽的排削效果理论上是没问题的,但还得通过实验来检验。将试验坯料(Φ80X600)固定在T68卧式镗床的工作台上,装好有仿形排削槽的加长钻头,对好中心,然后开始钻削,并观察钻孔的排削情况。通过实验可以看出,仿形排削槽完全能满足排削的要求,仿形排削槽螺距的大小决定了排削的快慢,加长杆上的螺距一般比钻头上的螺距大一点,这样方便切削快速地排出。排削的顺畅与否也直接关系到钻头的冷却,因为在正常的加工过程中80%切削热量由切削带走。
6 、钻头的冷却问题
在深孔加工中,钻头的冷却是个比较复杂的问陈锡武:榨辊藕孔加工专用机械与设备30题。一般加工中降低切削刃温度最有效的方法是采用切削液冷却,以辅助排屑和带走热量。但是,新的藕孔加工设备方案中为了获得洁净、无污染的切屑,省去了切削液及其处理等大量费用,可进一步降低生产成本而采用干切削。
干切削中比较关键是钻头材料的选择,要求钻头材料具有极高的红硬性和热韧性,而且还必须有良好的耐磨性、耐热冲击和抗粘结性,比如超细硬质合金。选好了钻头还得调好切削量和进给量,两者选择得合理,钻头摩擦就小,产生的热量也相对减少,钻头的磨损也就小。如何选择合理的切削量和进给量呢?切削量是按照加工要求确定的,根据藕孔的加工精度、榨辊材料的硬度和钻头大小来选择的。还可以从排出来的切削形状来判断,如果切削成3~5mm的片状,切削量和进给量是选择合理的;如果是粉状,钻头与榨辊已经在磨了,切削量和进给量是选择得不合理,需重新设定。
总的来说,要在新型藕孔加工设备上实现干切削,除了要选好钻头的材料,还要有顺畅的排削和合理切削量、进给量才能达到。解决了这两个问题之后,新型的藕孔加工设备就可以进入样机的制作了。
7 、使用效果
经过反复的验证、修改、研究,终于完成了样机的制作,并投入生产试用。经过试用,新型藕孔加工设备达到了预期设计的效果,满足糖厂的加工需要。表2是与糖厂旧深孔钻对比分析。

表2 新型藕孔加工设备与糖厂旧深孔钻对比分析表
从表2可以看出,新型藕孔加工设备比糖厂旧深孔钻减少了一次榨辊调头装夹,藕孔的加工精度也大幅度提高,还节省了污水处理的费用,加工效率至少也提高了50%,具有较好的经济效益和社会效益。值得推广应用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

