


一种新型气压式深孔内槽量具
2020-4-19 来源: 中航飞机股份公司 长沙起落架分公司 作者:田辉, 郭辉, 肖彬, 岳林峰
摘要:气压式深孔内槽量具可直接测量工件小深孔、内槽,文中将气缸式伸缩机构运用到内径测量表测量仪器的配件上,扩展了传统螺纹杆式测量顶针的功能。其调节螺帽可有效调节测量范围,对测量区间跨度大的内孔尺寸,可选择不同量程规格的测量顶针。
关键词:深孔;内槽量具;测量头;调节螺母
0 引 言
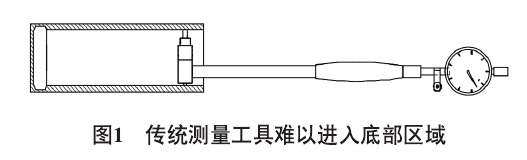
随着当前加工、制造业及航空业的蓬勃发展,对小尺寸的孔类、轴类等零部件提出了更高精度的加工技术要求,与此同时,检测精度也随之提高。深小孔或肓孔工件内的检测空间小,检测工具受工件结构的制约,加大了操作及调整的难度,影响检测速度。常规内径测量表难以进入小口径复杂深孔类精密工件内孔进行高精度检测(图1),主要原因是无法在不划伤零件表面的情况下进入工件测量区域。小口径复杂深孔类精密零件内径的尺寸及形状误差历来是检测领域中的重大技术难题,对此国内外对小口径深孔内径的检测提出了许多方法。国内外对小口径复杂深孔类精密零件内孔检测方式按接触类别分为接触式和非接触式。常见的接触式内孔测量的量具主要有:利用凸轮收缩机构的内孔量具和采用弹簧杠杆原理的内孔测量量具,测量范围有限,成本较高。
1、 气压式深孔内槽量具设计方案
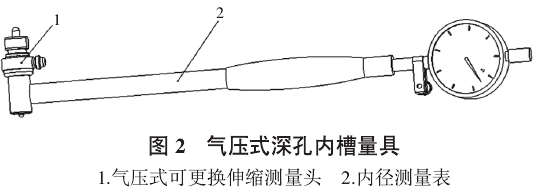
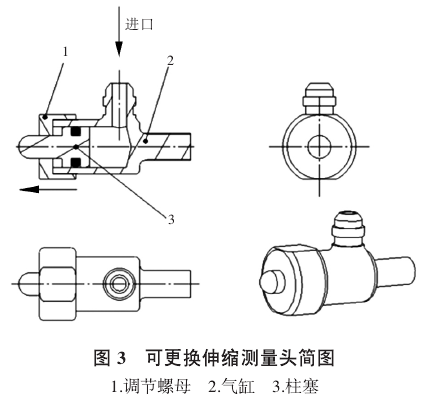
气压式深孔内槽量具(图2)主要由气压式可更换伸缩测量头和内径测量表构成,可更换伸缩测量头由调节螺母1、气缸2、柱塞3等组成,其结构如图3所示。在可更换伸缩测量头的气缸2右端,通过螺纹直接与内径测量表相旋合,使用时可与调节螺母1联合调节测量范围,或更换柱塞3均可改变测量头的伸缩长度。其中节螺母1仅能在0~5 mm小测量范围内调控,当测量范围跨度较大时,直接更换柱塞3。此款量具配有测量长度0~25 mm,25~50 mm,50~75 mm,75~100 mm规格的柱塞,可根据测量范围选用。
2、 功能原理
气压式深孔内槽量具采用传统的气压理论,首次将汽缸式伸缩机构运用到内径测量表测量仪器的配件上,扩展了传统螺纹杆式测量顶针功能。气压式深孔内槽量具的测量顶针伸缩量可有两处旋合协调调节,有效增大了测量范围。传统测头改变为单作用式气压缸,在测量前测头收于气缸内,到达测量部位伸出缸体,即可实现测量目的。由液压和气压传动知识可知:液(气)压缸是完成往复直线运动的执行元件,将液体(或气体)的压力能转换成机械能的能量转换装置,其输入参数主要是压力和流量,输出参数主要是力和位移。液压缸结构简单、工作可靠、应用广泛。单作用式液压(或气压)缸在液压力作用下只能朝着—个方向运动,其反向运动需要依靠重力或弹簧等外力实现。测量头的速度及气压关系可由图4说明 (不考虑缸体回位弹簧)。
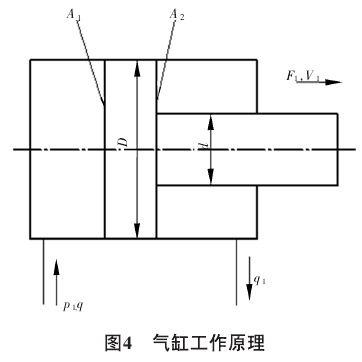
如图4所示,气压从无杆腔左端进入气缸,假设进气压力值为p1、流量值为q,有杆腔压力值为p2,推动活塞向右运动,则气缸产生的推力F1和运动速度v1为:
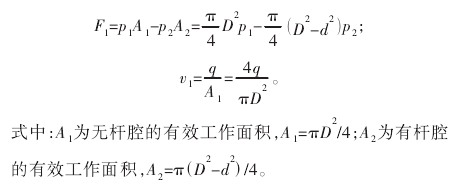
通过量具进气压力管道上的气压表和调节阀可根据测量材料选用合适的压力值p1。
3、 气压式深孔内槽量具的校准与使用
3.1 气压式深孔内槽量具的校准方法
1)连接气压源,调节进入气缸压力值p1,选择匹配规格的校对环规或外径千分尺,校准前,用干净的棉丝或软布将环规、可更换伸缩测量头擦拭干净;2)打开气压转向开关,使柱塞式测量头完全伸出,反复用手挤压几下柱塞,当气压式深孔内槽量具的表头指针偏移平稳、灵活,且无卡滞现象,然后机械对零,一手握住手柄,一手压可更换伸缩测量头柱塞,将柱塞头放入环规内,使其不动,在环规轴向平面内左右摆动气压式深孔内槽量具的表架,找出最小读数即“测量拐点”;3)转动气压式深孔内槽量具的测量表刻度盘,将零线与指针的“测量拐点”调整到重合,量具对好零位后,把气压式深孔内槽量具从环规内取出;4)对好零位后的百分表(千分表),不要松动量具夹紧手柄,以防零位发生变化;5)测量时,关闭气压开关,撤掉外部压力,当柱塞收到缸体内,一手握住上端手柄,另一手握住下端柱塞头,量具倾斜一定角度,把可更换伸缩测量头放入被测工件内孔处。当可更换伸缩测量头到达测量区域时,打开气压开关,调节压力值,确保柱塞式测量头缓慢伸出,然后握住量具上端手柄,沿工件径向左右摆动表架,找出量具的最小读数值,即为“测量拐点”值,该点的测量值就是被测孔径与环规孔径之差;6)可在同一径向截面内的不同位置上测量3~6次孔圆度;可在孔轴向几个径向平面内测量几次孔圆柱度;7)测量结束后,调节换向开关,泄掉量具气缸内压力,柱塞在缸体回位弹簧与气压差的双重作用下收缩于缸体内,取出气压式深孔内槽量具。
3.2 测量步骤
1)重复3次轻轻推百分表(千分表)的可更换伸缩测量头,判定指针是否回归原位,查看测量杆、气缸是否磨损;2)把气压式深孔内槽量具插入量表直管轴孔中,压缩测量表,小指针在0.5 mm处固定表头;3)根据测量值选取并安装可换柱塞,紧固(装入柱塞的长度比实际被测尺寸大0.2~0.3 mm,可通过调节螺母调节);4)测量时手握量具隔热装置;5)根据被测尺寸调整零位,其测量精度取决于内径测量表中百分表(或千分表)的精度。
4、 测量实施效果
现场测量一零件阶梯内孔40.05 mm、10.15 mm,使用相同的百分表头与内槽量具进行测量,通过结果对比,2组测量值完全一致。
5、 结 论
气压式深孔内槽量具可进行小深孔、内槽直接测量;多规格柱塞长度,气压兼弹簧双保险收缩设置,有效防止零件内孔测量划伤;压力表控制测量顶针伸缩速率,可防止测量顶针与零件内壁刚性冲击,而破坏零件表面质量,影响测量精度;双旋合调节螺帽可大幅度调节测量范围,不但适用于一般孔径零件的内孔测量,而且特别适合小口径复杂深孔零件的内径测量;结构紧凑、制造成本低、测量精度高、操作使用简单,可作为内径测量的专用量具。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

