


Mastercam X6数控车削异形面上螺纹加工
2018-1-3 来源: 大连职业技术学院 作者:王铭曜
摘 要:在异形面上螺纹加工属于特殊的螺纹加工,不能直接使用现有的数控指令对其加工,直接使用如M astercam 软件进行自编也不能进行加工。只能使用宏程序,但是宏程序编写时复杂,对编写人员要求较高;针对这些问题通过对M astercam X 6自动生成的程序进行修改,解决数控车削异形面上的螺纹加工。
关键词:数控车床;M astercam X 6;螺纹加工
0 引 言
在日常加工中使用数控车床加工直螺纹和锥螺纹比较多,可以直接采用螺纹切削循环G92指令和复合螺纹切削循环G76指令编写程序加工。但是在越来越多的数控车职业技能大赛中出现了在一般圆弧上、椭圆圆弧上等的异形面上加工螺纹(如图1所示),在使用螺纹切削循环G92指令和复合螺纹切削循环G76指令无法对零件进行程序编制,如果手动编程必须采用宏程序使用G32指令,采用计算机自动编程相对简单,目前数控车床的CAM软件使用比较多的是UG、Mastercam、CAXA数控车这3种软件 ,数 控 车 一 般 只 需 要 二 维 图 形 UG 建 模 的 时 间 比Mastercam、CAXA要长,CAXA是国产软件,在职业技能大赛中使用比较多, 但企业使用比较少,Mastercam与UG和CAXA相比在数控车床自动编程加工中,操作简单、参数设定方便、机械加工中应用广泛的优点,特别是在数控车应用更多。
通过在一个椭圆的圆弧面上加工三角螺纹介绍Mastercam X6数控车削异形面上螺纹加工的应用。
1 、圆弧面上的螺纹编程难点与思路
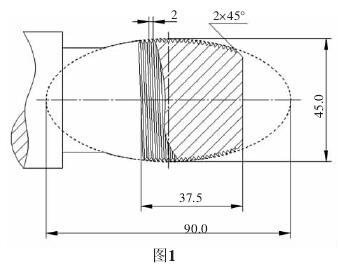
如图1所示,在长半轴a=45、短半轴b=22.5的椭圆圆弧面上加工有三角螺纹,螺距为2,这是比较典型的在圆弧面上车削加工螺纹的零件,在职业技能大赛中有。对于这类零件的螺纹在车削加工中的基本步骤:
是首先使用外圆刀具加工螺纹的大径,然后使用螺纹刀具加工螺纹的小径。但是现有的数控车床指令中对外圆的加工,只是对直线和圆弧进行插补加工,对于非直线和圆弧不能直接使用命令进行加工,例如典型的非圆曲线,其中常见的有椭圆、双曲线、抛物线、正弦曲线等等。
这些实际加工中只能使用宏程序插补加工。椭圆外轮廓(图2)手动编制程序的时候,其需要应用椭圆的标准方程和参数方程,通过长度或角度作为初始变量来确定椭圆上的不同位置的点,对应数控车床上X方向和Z方向坐标对应的数值。
在条件循环语句中对所编写的椭圆的加工起始点和终止点进行定义,最后根据零件加工工艺或外轮廓的要求套用仿形粗车循环G73指令后加工。手动编制椭圆面的三角螺纹加工程序时,编程方法与椭圆外轮廓的编写思路相同,但是需要把椭圆加工程序段中的直线步进段G01指令修改,将G01用螺纹加工G32指令代替,其进给速度为F2。
并且这种编写只是对三角螺纹车削一刀,因为需要多次分层车削达到螺纹小径,所以手动编写时使用宏程序套嵌。当有的零件的椭圆中心不在零件的轴线上,或者椭圆轴线与零件轴线不平行或重合,即两个轴线有一定的角度;数学计算复杂 , 需要对坐标进行平移和转动 。
使 用Mastercam X6数控车削异形面上螺纹加工思路与手动编制思路相同,但是把大量的数学计算让电脑完成,简单、易于操作。
2 、Mastercam X6数控车削圆弧面上螺纹加工自动编程
1)%螺纹椭圆外轮廓绘制。可利用Mastercam X6中的CAD功能进行绘制,或者把Auto CAD、CAXA中的文件用Master CAM X6打开。零件外轮廓如图2所示。
2)外轮廓的粗加工。
外轮廓的加工是对圆弧面上螺纹的大径加工,选择Mastercam X6菜单栏上的“机床类型”选择车床,再选择刀具路径,粗车后在串联选项中串联按钮从零件右侧选择,根据零件的加工要求从刀具路径参数卡中的刀具库中选择相应的刀具;填写进给率、下刀速率以及主轴转速等参数。
粗加工参数卡中粗车步进量、X方向余量、Z方向余量等根据所选用的刀片材质和加工材料填写;进刀切削设定为双向下刀;确定后生成自动加工的走刀路线。
3)外轮廓的精加工。
精车的刀具路径与粗车的相同,填写相应的刀具路径参数和精车参数。
4)螺纹外轮廓的绘制。
螺纹外轮廓的绘制指的是螺纹小径的绘制,是对比螺纹大径偏移一个螺纹牙形的对应的深度,螺纹的起点需要设置在轮廓的延长线上或者Z方向有一定的距离。
5)螺纹外轮廓的加工。
选择Mastercam X6菜单栏上的“刀具路径”→精车→在串联选项中串联,选择被加工的螺纹外轮廓,点击确定。填写刀具路径参数卡中的进给率和主轴转速。精车参数中精车步进量填写的是螺纹每一次下刀的进给量,是一个固定的值;精修次数即螺纹加工中的走刀次数,可以根据螺距的大小等进行相应的设置。
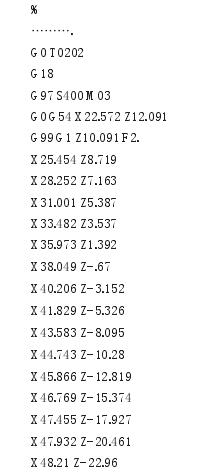
过程中的走刀路线不是直线,取决外圆轮廓的形状,所以需要进行补偿;进刀参数中根据零件的形状采用允许双向下刀的进刀切削设定,自动生成走刀路线和程序。从编程思路看出需要将螺纹加工的程序段中的G1%用G32%替换,如该零件第一刀螺纹切削程序,螺纹起始程序段G99G1 Z10.091 F2. 修改成 G99 G32Z10.091 F2 后就可以加工,精修次数为几刀就修改几个程序段。
如果不进行修改,在多刀螺纹切削时会出现乱扣现象。
3 、结 语
在发那科CKA6136数控车床上进行椭圆面的三角螺纹加工,通过试切件结果表明,可以使用Mastercam软件对零件异形面螺纹进行加工,加工效果理想。实际加工中对于零件轮廓由多个圆弧直线组成的复杂表面,手动编程需要较强的逻辑性、严谨性,能对参数方程、抛物线方程等的各种数学曲线方程进行同数控车床加工坐标系及加工坐标之间的转换,宏程序表达式、各种变量、循环语句、循环语句的套嵌等,程序编写极其容易出错,检查程序也只能逐行检查,对编程加工人员有很高要求,而使用Mastercam软件相对于手动编程不需要数学计算复杂,加工异形面螺纹简单。
手动编程使用宏程序对零件加工效率的快慢取决于进给速度和宏程序中步进变量的大小,而步进变量是插补的最小基础数值,所以直接影响零件外轮廓的形状,对形状要求较高的零件步进不能太大,因此在加工效率上自动编程远远优于手动编程;总的来看使用软件对零件加工效率高、不依赖编程人员,加工效果也十分的理想。
需要注意的是在加工异形面螺纹时螺纹车刀与外圆车刀的选择应注意刀具的角度,防止出现刀具与工件干涉出现撞刀现象。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

