


对螺套应用及安装可靠性的研究
2018-5-11 来源: 中车长春轨道客车股份有限公司 作者:焦延娟
摘 要:螺套是一种新型内螺纹紧固件,是目前最有效、最快捷、最经济的内螺纹增强、修复技术。不同拉伸强度和硬度的母材是决定自攻螺套的拔出强度、拔出扭矩的最重要因素,控制自攻螺套镶嵌底孔的大小可以提高其可靠性。
关键词 :自攻螺套;可靠性;镶嵌底孔
1 、引言
螺套(Wire Thread Insert),是一种新型内螺纹紧固件,是目前最有效、最快捷、最经济的内螺纹增强、修复技术,其在发达国家已得到充分应用与普及。
高速铁路客车车体大多选用铝合金型材制造,铝合金材质的应用,将车辆的轻量化发挥到极致,但是材质硬度的偏低,导致内螺纹连接结构的性能严重降低,螺套的使用,有效的解决了这一问题。
2 、螺套简介
螺套为高精度的内、外螺纹同心体,外螺纹用于螺套与母材之间的紧固连接,内螺纹供结构需求的螺栓连接使用。螺套镶嵌好后能形成一个符合相应标准的高精度内螺纹,其各项性能均优于直接用丝锥攻丝形成的内螺纹。
螺套安装前通常需要对母材进行钻孔和攻丝,部分螺套仅需要钻孔,母材上的内螺纹在镶嵌螺套时成型,这种螺套称为自攻螺套。
自攻螺套带有内螺纹、外螺纹和切孔,内螺纹可以根据客户的需求按照任意标准执行,外螺纹因其特殊的牙型和材质能够满足自攻螺纹的要求,切孔用于排出自攻螺纹过程中产生的碎屑。
3、 螺套的应用
将螺套镶嵌入金属或非金属材料上形成高强度、耐磨损、具有互换性的标准内螺纹。在铝、铜、钛、镁合金、塑料、密度板等低强度工程材料上应用可明显提高强度和耐磨性;应用在钢件、不锈钢、铸铁上,可提高螺钉的耐用性,防止由于各种振动因其螺钉松动脱落、疲劳断裂及提高螺钉连接时的耐疲劳强度。
在出现螺纹加工错误或对已损坏的内螺纹孔修复时,使用螺套作为修复手段,可以不增加重量和体积,获得经济地维修,拯救重要部件,快速地修复到原始状态,并仍使用原规格螺钉,达到或超过原来的设计技术要求。
利用螺套进行国际标准、英制、统一螺纹等系列螺纹孔相互转换,非常方便、快速、经济,适用于进口和出口产品。
螺套连接的使用,能够极大地减小外形尺寸,节省设计产品的材料并减轻重量。经过试验验证,要得到相同的拔出强度,使用螺套连接,可以使用更小的螺栓,见图 1。
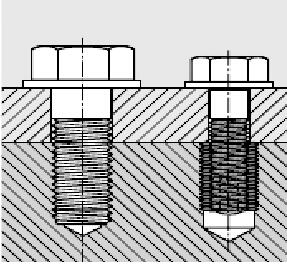
图 1 相同拔出强度的螺栓对比(左:攻丝内螺纹;右:镶嵌螺套)
4 、自攻螺套的可靠性研究
首先,自攻螺套安装结构的受力情况决定了其在工作过程中一直处于安全的趋势中。自攻螺套安装所需母材的厚度不能小于自攻螺套的长度,因此,可分为盲孔和通孔两种形式。盲孔的深度通常比螺套略长,钻孔的深度还和螺栓的长度有关。盲孔安装的自攻螺套安全性较高,因为自攻螺套在镶嵌过程中在母材中形成内螺纹,自攻螺套的有效外螺纹能够达到的最深处就是母材内螺纹的最深处,与自攻螺套配合的螺栓的旋入方向与自攻螺套的旋入方向相同,所以,当拧紧螺栓时,自攻螺套有向深处继续自攻螺纹的趋势,自攻螺套安装更加牢固。同时,这并不影响与螺套长度等厚的母材使用自攻螺套,自攻螺套有效的具有自攻能力的外螺纹较螺套长度略短,这能够保证在母材通孔的情况下,仍有部分余量的母材没有内螺纹,因此,与自攻螺套长度等厚的母材安装的自攻螺套仍具有很高的安全性。
其次,不同拉伸强度和硬度的母材是决定自攻螺套的拔出强度、拔出扭矩的最重要因素,但是母材的这两方面特质通常被限制,无法改变,我们只能通过选用自攻螺套的规格和控制自攻螺套镶嵌底孔的大小来提高其可靠性。而且,自攻螺套镶嵌底孔的大小在操作过程中容易受到影响从而产生误差,是需要密切关注的因素。
自攻螺套镶嵌底孔的大小决定了螺套外螺纹嵌入母材部分的多少,在其他条件相同的情况下,相同规格的自攻螺套,外螺纹嵌入母材部分越大,其拔出强度、拔出扭矩越大,但是一旦底孔过小,安装时可能需要润滑,不便于安装。通常底孔的大小根据外螺纹的尺寸,将外螺纹的牙型总高嵌入母材的部分控制在 30% -70%。
为了测试底孔大小对自攻螺套安全性的影响情况,进行了试验。
①选用 M6 的自攻螺套(外螺纹最大直径 φ10、推荐底孔大小 φ9.5-9.6),分别镶嵌在 φ9.2、φ9.3、φ9.4、φ9.5、φ9.6、φ9.7、φ9.8 的底孔上,底孔的公差均为(-0.1,0),每种底孔大小进行 5 个样本;
②待自攻螺套镶嵌完成后,分别拧入 8.8 级的 M6 六角头螺栓,对螺栓施加扭矩;
③查看自攻螺套情况,并记录破坏扭矩。结果显示,除了 φ9.8 的底孔无法正常安装自攻螺套外,其他大小底孔的自攻螺套均完好直至螺栓断裂,螺栓的断裂扭矩在 18-20Nm 之间。试验可以说明,在同种规格大小的前提下,自攻螺套与母材之间能够承受的载荷大于与之配合的螺栓的屈服强度。
第三,自攻螺套镶嵌时,垂直度是很重要的。当底孔预钻完成后,自攻螺套要与母材表面垂直旋入底孔,这样做是为了保证母材能够生成完整的、高质量的内螺纹。当自攻螺套镶嵌出现问题时,如倾斜、开裂等,可以通过扩孔并镶嵌修复用自攻螺套来保证后续工序紧固的要求。修复用自攻螺套与普通用自攻螺套不同之处在于其外径大,壁厚宽,这样可以保证该处自攻螺套的强度不发生改变,与其匹配的螺栓等紧固件均不需要改变。
5 、结束语
综上,自攻螺套是一种可靠性很高的连接方式。同时,螺套具备应用广泛、安装易操作、便于修复的优点。随着我国经济的发展,我们机械行业更需要对各种结构进行减重优化、可靠性优化、使用寿命优化、可操作性优化,螺套技术的优越性将越来越显著。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

